4.4.1 氧乙炔焰粉末喷涂工艺特点及应用范围
2026年01月15日
4.4.1 氧乙炔焰粉末喷涂工艺特点及应用范围
1.氧乙炔焰粉末喷涂的特点
1)以氧乙炔焰为能源,喷涂工具及设备简单,容易操作,便于推广,劳动条件较好。
2)采用合金粉末作为喷涂材料,合金粉末的成分可根据需要进行调整,有较大的适应范围。
3)涂层质量较好,涂层与基体间除机械结合外,还有原子扩散与微冶金结合。有较高的结合强度,可进行全位置操作。涂层厚度在0.05~2mm之间调节,基层金属不熔化。
4)基体金属受热较小,不会引起较大的残余应力和变形。
5)喷涂用的材料多,可利用各种纯金属粉末、各种陶瓷(氧化物粉末)粉末、各种合金粉末及复合粉末。
2.氧乙炔焰粉末喷涂的原理(https://www.daowen.com)
氧乙炔焰粉末喷涂是粉末材料受高速气体的带动,在喷嘴出口处受到燃烧气体加热至熔化或接近熔化的高塑性状态后,高速喷射撞击到经预处理的工件表面,沉积成为涂层,原理如图4-11所示。涂层与工件一般为机械结合。若用自粘接复合粉末(如镍铝复合粉末),还可以形成冶金结合。
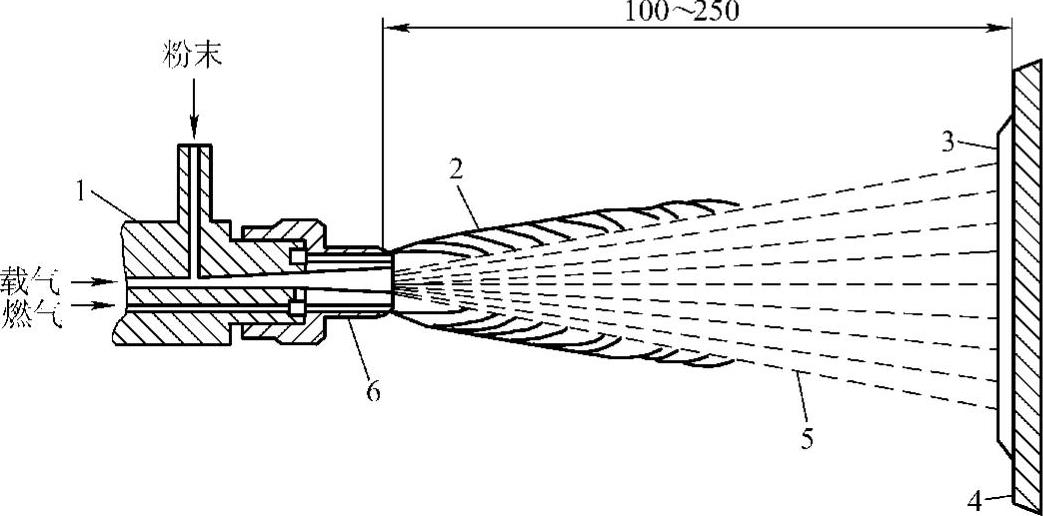
图4-11 氧乙炔焰粉末喷涂原理
1—喷枪 2—燃烧气体 3—涂层 4—工件 5—喷射流 6—喷嘴
3.氧乙炔焰粉末喷涂的应用范围
氧乙炔焰粉末喷涂多应用在零件的耐磨表面上,各种轴类、套类及平面零件均可应用。如汽车拖拉机曲轴及其他光轴、键轴等都可以进行喷涂修复。特别对直径较小的细长轴类零件喷涂效果优于其他工艺。
氧乙炔焰粉末喷涂的对象可以是金属(如碳钢、合金钢、非铁金属及铸铁)或非金属(包括木材、塑料、椽胶)。