1.2.2 曲轴安装调整
1.磨削主轴颈的安装调整
曲轴磨修时的装卡,通常是以飞轮接盘外缘和定位齿轮安装轴颈为定位基准,装卡在磨床的卡盘上。安装后用百分表检查接盘外缘与定位齿轮安装轴颈的径向偏差,如大于0.05mm,可在三爪自定心卡盘的卡爪下加垫片来找正中心线。此外,也可用曲轴顶尖孔作为安装基准。
2.磨削连杆轴颈的安装调整
(1)一般调整 使连杆轴颈中心线与床头中心线同心,为保证两者中心线同心及磨削时不产生离心力。必须进行调整和平衡。
主动床头的调整与平衡:根据曲轴的回转半径(如东方红802为76mm),按床头拖板上的刻度标尺,将卡盘推偏76mm,根据曲轴的重量,初步加上配重块。
从动床头的调整与平衡:用同样的方法,也将拖板推偏76mm,单独进行床头的平衡,加减或调整配重块的位置,使从动床头在任意位置均可停止。
将曲轴安装在卡盘内,以接盘外缘与定时齿轮安装轴颈为基准定位。用K形规和V形规初步找正,如图1-7和图1-8所示。为保证连杆轴颈中心线与磨床中心线同心,初步找正后用百分表复查作最后精调定心。
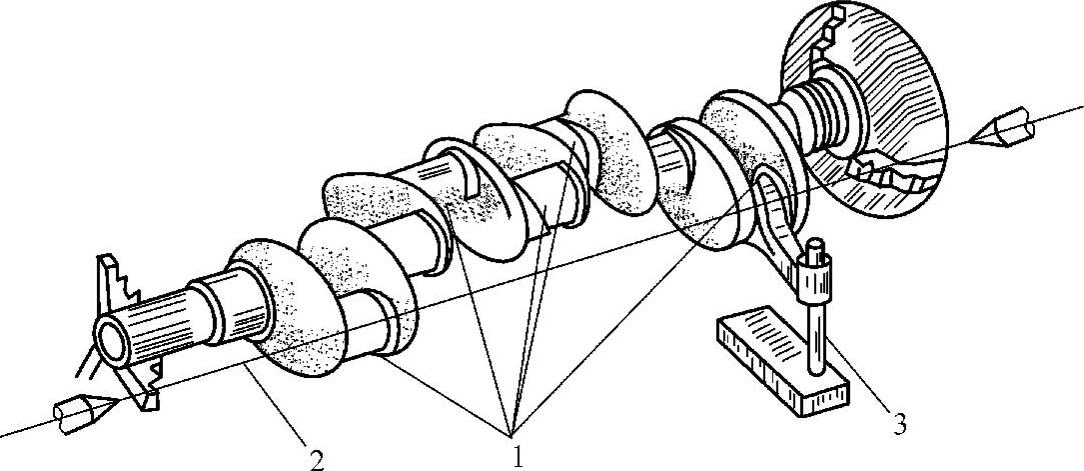
图1-7 曲轴装卡时水平位置的检查
1—连杆轴颈 2—磨床中心钱 3—K形规(https://www.daowen.com)
(2)补充调整 曲轴扭曲量大于0.15mm时,进行补充调整。方法是略松卡爪,微量转动曲轴,使各连杆轴颈的高度偏差(即扭曲量)对称于磨床中心,经此调整后,可使连杆轴颈的磨削量减少一半。
(3)实际回转半径复查 以床面为基准,用高度卡尺测量主轴颈处于最高和最低位置时的高度,其差值的一半即为实际回转半径,可用下式表示:
R=(n2-n1)/2
式中 R———实际回转半径(mm);
n1———最低位置时的高度(mm);
n2———最高位置时的高度(mm)。
计算后,需重新调整,使偏差值限制在0.1mm之内。
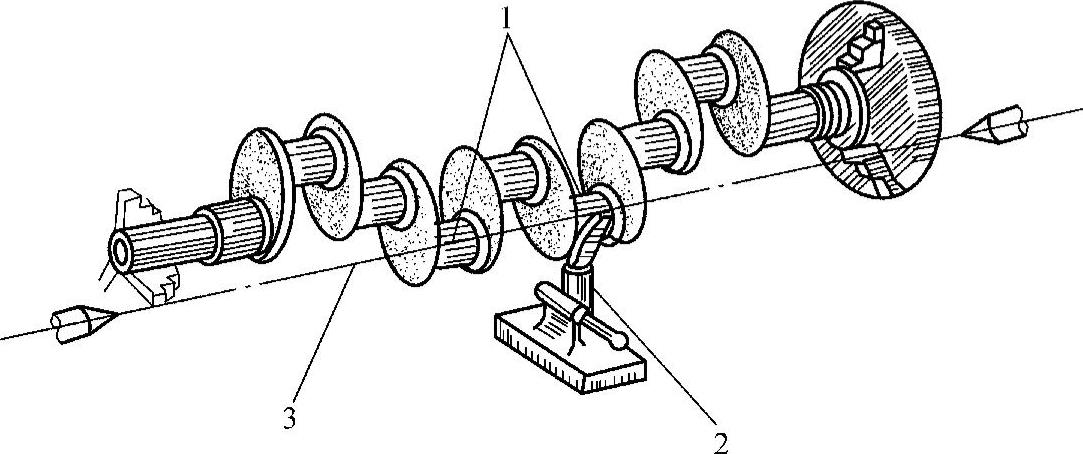
图1-8 曲轴装卡时垂直位置的检查
1—连杆轴颈 2—V形规 3—磨床中心钱