2.3.2 二氧化碳保护堆焊工艺规范
1.规范参数的选择
(1)CO2气体 焊接用CO2气体要求较高的纯度,一般技术标准为:CO2>99%;O2<0.1%,H2 O<1~2g/m3。对于焊层质量要求较高时,CO2气体纯度应高于99.5%。
保护气体要有一定的压力和流量,以确保免受空气的污染和破坏。压力通常为100~200kPa,流量为5~15L/min。主要随着焊丝直径来选择,细丝选小值,粗丝选大值。
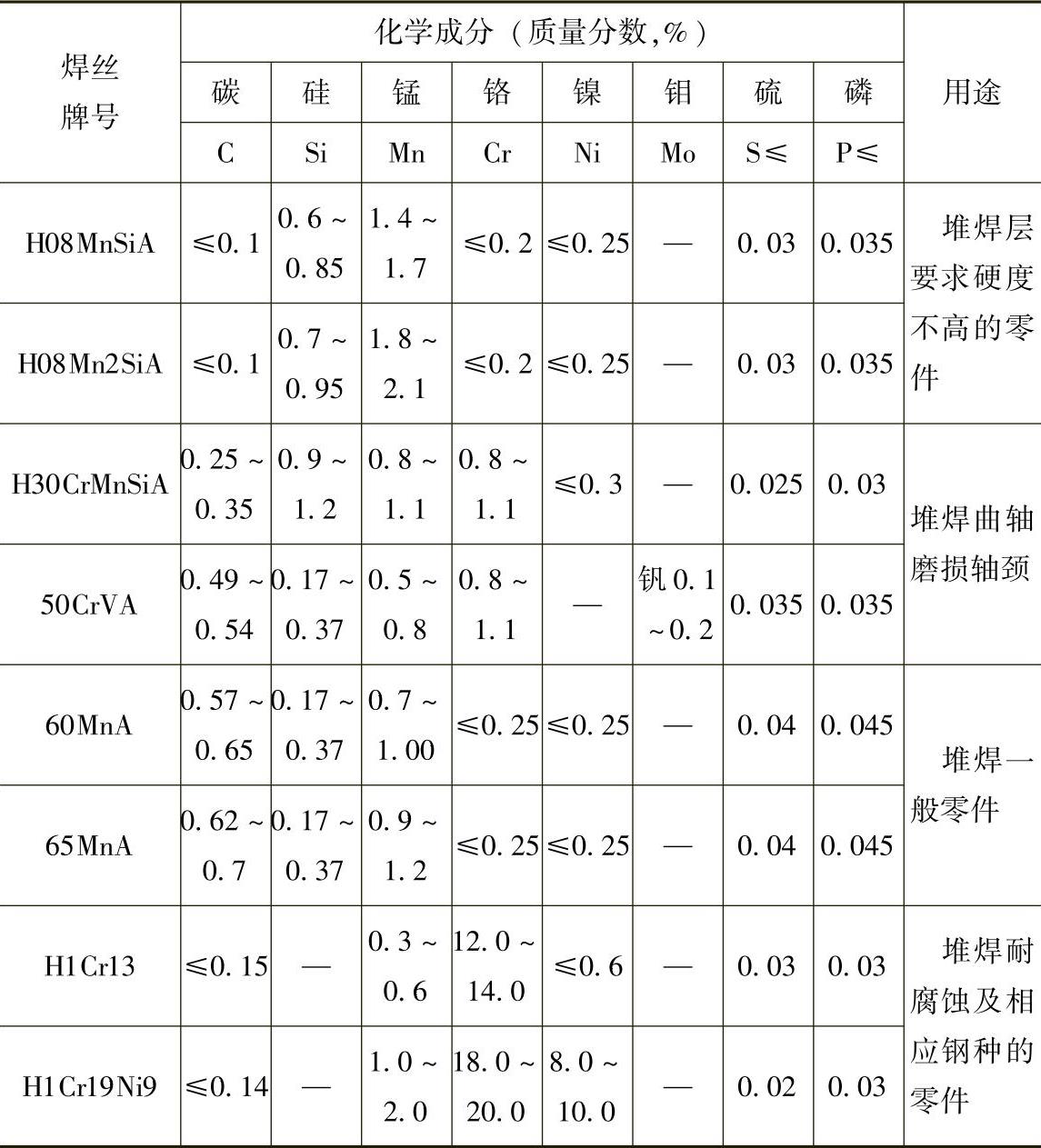
(2)焊丝 采用含有Mn、Si等脱氧元素的合金钢丝为焊丝,二氧化碳气体保护焊常用焊丝的化学成分和用途见表2-9。焊丝直径选用ϕ1.2mm和ϕ1.6mm两种。
(3)电源的外特性及极性 具有平硬或上升的外特性直流电源,功率应在6kW以上,反极性连接。
表2-9 二氧化碳堆焊常用焊丝的化学成分和用途
(4)工作电压 在CO2保护堆焊中,ϕ1.2mm焊丝的工作电压为18~22V,而ϕ1.6mm焊丝的工作电压为20~22V。
(5)工作电流ϕ1.2mm焊丝:电流可在55~120A;ϕ1.6mm焊丝:电流可在90~180A。
(6)送丝速度 送丝速度和工作电流之间有着密切的关系,在一般情况下往往以调节送丝速度来达到改变电流大小的目的。ϕ1.2mm焊丝的送丝速度为1.9~3.6m/min;ϕ1.6mm的送丝速度为1.6~2.5m/min。(https://www.daowen.com)
(7)堆焊速度 堆焊速度是影响焊道成形、焊层的力学性能、气孔和变形的因素。ϕ1.2mm焊丝,堆焊速度为0.3~1.3m/min;ϕ1.6mm焊丝,堆焊速度为0.3~1.5m/min。
(8)电感值 在CO2保护焊中电感值是影响电弧过程稳定性的因素之一。电感值的大小影响到短路电流的增长速度,即影响电流的动特性的好坏。良好的动特性可以保证电弧的顺利引燃和堆焊过程的稳定,飞溅少以及熔深适中。
细焊丝合适的短路电流增长速度为70~150kA/s;粗焊丝合适的短路电流增长速度为15~20kA/s。因此细焊丝要求的电感值小,粗焊丝要求的电感值大,ϕ1.2mm焊丝电感值为0.1~0.2mH;ϕ1.6mm焊丝电感值为0.3~0.6mH。
(9)焊丝外伸长度 一般焊丝外伸长度选为10倍的焊丝直径较为合适。
(10)CO2气体流量CO2气体的流量主要是对堆焊保护性能有影响,因此一般ϕ1.2mm焊丝气体流量范围为7~11L/min;ϕ1.6mm焊丝气体流量范围为9~15L/min。
(11)堆焊螺距 它影响到堆焊层的平整度,焊层与基体的结合强度,焊层的硬度和零件的疲劳强度。ϕ1.2mm焊丝的堆焊螺距为2.0~3.0mm;ϕ1.6mm焊丝的堆焊螺距为2.4~3.4mm。
(12)冷却 细焊丝的CO2保护堆焊由于采用小规范,焊嘴受热较小,而且气流的冲刷也能起到一定的冷却作用,所以焊嘴不需另外的冷却。在堆焊较小直径零件和堆焊层硬度要求较高的情况下,需要加注水以冷却零件。
2.规范参数的选择方法
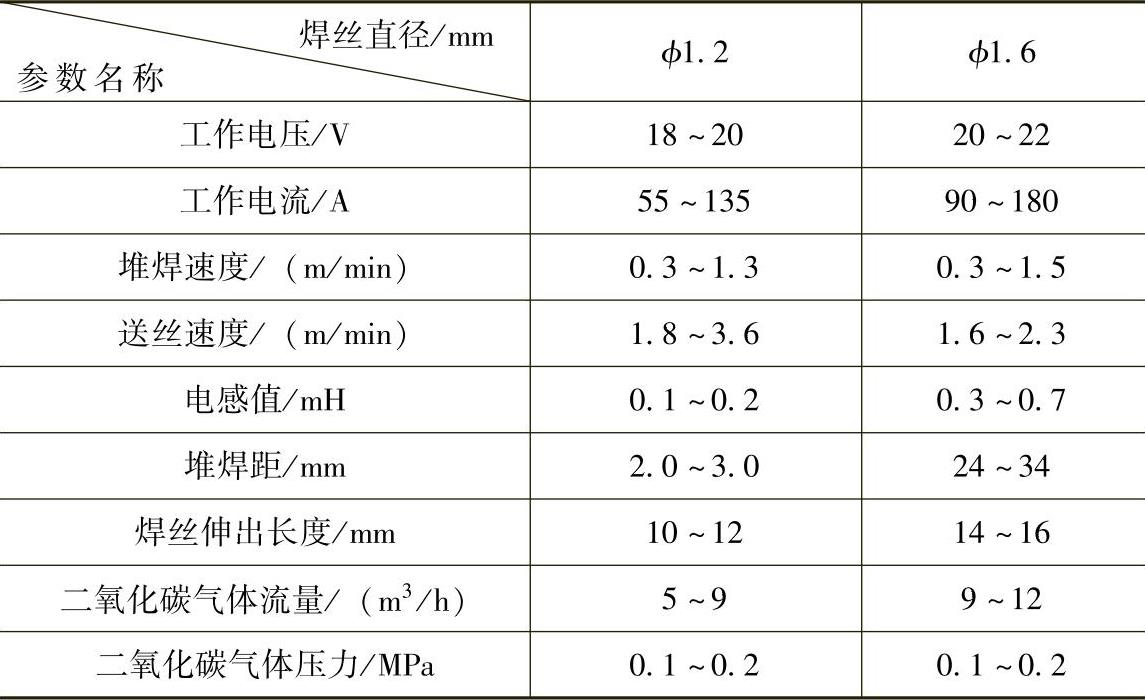
CO2保护堆焊的工艺参数较多,而每个参数都有一定的范围,有的参数使用范围较宽。但是要获得堆焊过程的稳定和良好的堆焊层,却要求参数之间有一定的匹配。因此最佳的参数值是在一个比较小的范围内,通过试验确定并仔细地调整,CO2保护堆焊常用规范见表2-10。
表2-10 CO2保护堆焊常用规范