7.1.2 研磨设备
1.研磨机
(1)横研机 可以进行柱塞副、出油阀副、油嘴头的研磨。横研机由传动减速机构、主辅装卡机构及台架部分组成。要求整机传动平稳,主轴装卡机构转动不偏摆,装卡方便牢靠。一般主轴转速在250~500r/min。主轴装卡机构种类较多,一般多用钻卡子、三角卡盘、弹簧卡头等。
(2)精研机 可进行柱塞和针阀偶件的成组精研。在研磨时,最适宜的压力在10mm长度上为0.45~0.5MPa,其圆周速度外端约为10m/min。
(3)互研机 做零件的互研用,如柱塞副的互研。柱塞做心轴,除有回转运动外,还有套筒的纵向滑动。
2.研磨工具
要求磨具有较高的耐磨性、粘附性,使磨粒能嵌入其表面,并具有一定的光度。目前多采用珠光体组织的铸铁,夹具和磨杆可采用低碳钢。
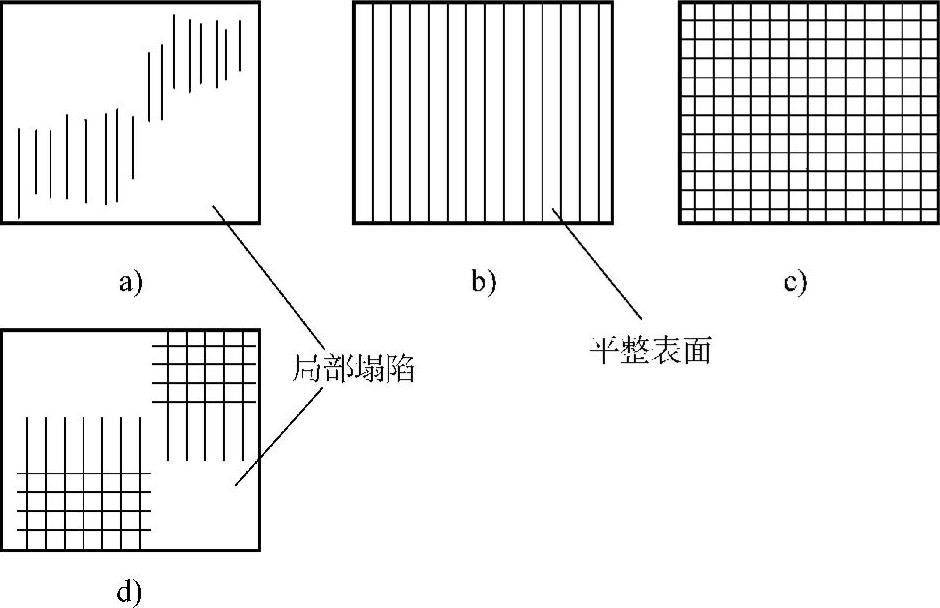
图7-1 平台平面平整性检查图
(1)研磨平台 平台平面平整性的检查,是用标准平板(或检查平台)压在擦净的平台上,前后平稳地拖动3~4次,尔后观察整个表面是否分布着均匀的单向条痕(见图7-1b),否则表示有塌陷(见图7-1a),再把标准平板转90°,仍在原地点前后拖动3~4次,如平整时则出现如图7-1c所示的条纹,如图7-1d所示则有缺陷。不平的平台要刮研校正。研磨校正是用三块平台如图7-2所示方法进行相互循环研磨。研磨平台时常出现的缺陷是下面的一块易成弓形,上面的一块易出凹陷。要消除缺陷,在研磨平面时,要相互循环研磨,相互补偿而逐渐磨平。精研时,常用M7~M10研磨膏,可使平台表面达到光洁。

图7-2 平台研磨校正示意图
(2)外圆磨具 在研磨外圆的过程中,由于磨料被粉碎消耗以及金属的磨削,使研磨压力降低,研磨效率也降低。为了增加研磨压力,提高研磨效率,外圆磨具要做成可调整的,随着磨具的调整,磨具的内孔也随之改变。(https://www.daowen.com)
可调磨具基本上有三种形式,如图7-3~图7-5所示。
常用的外圆磨具研磨套,如图7-6所示。
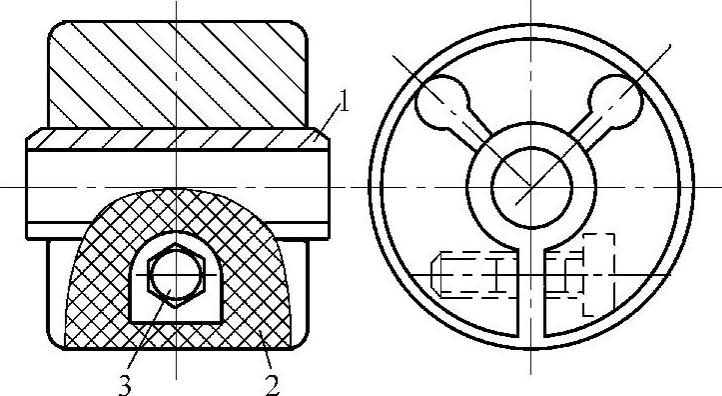
图7-3 磨具(一)
1—研磨套 2—夹具 3—调整螺钉
(3)内孔磨具 也和外圆磨具一样,做成可调套式的。在研磨过程中磨具要不断地扩张,才能满足研磨的要求。
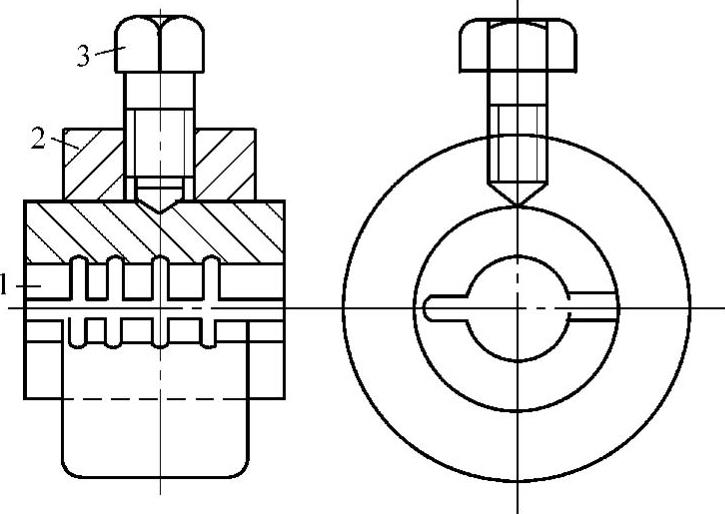
图 7-4磨具(二)
1—研磨套 2—夹具 3—调整螺钉
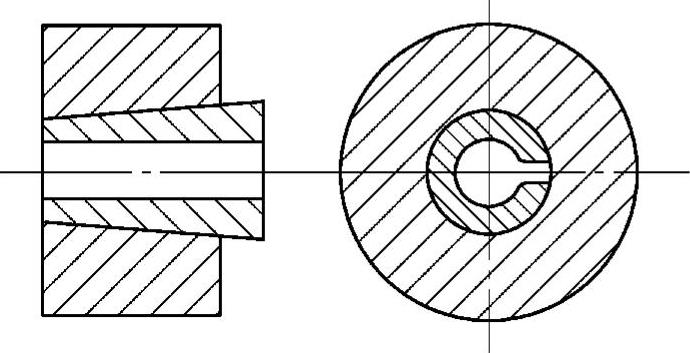
图7-5 磨具(三)
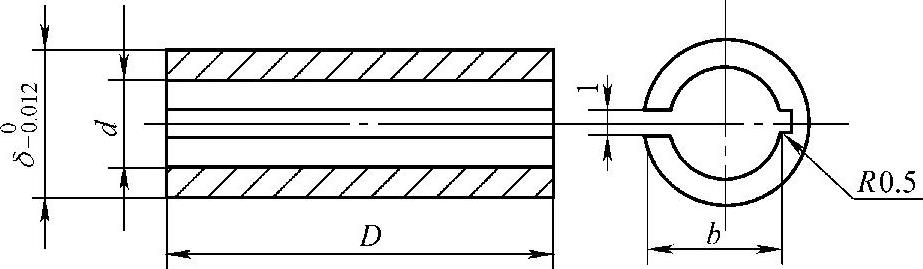
图7-6 外圆磨具研磨套