任务3 识读零件图的尺寸公差
![]()
观察图7-31(a)中所注的尺寸,识读零件图7-31(b)中的尺寸公差。
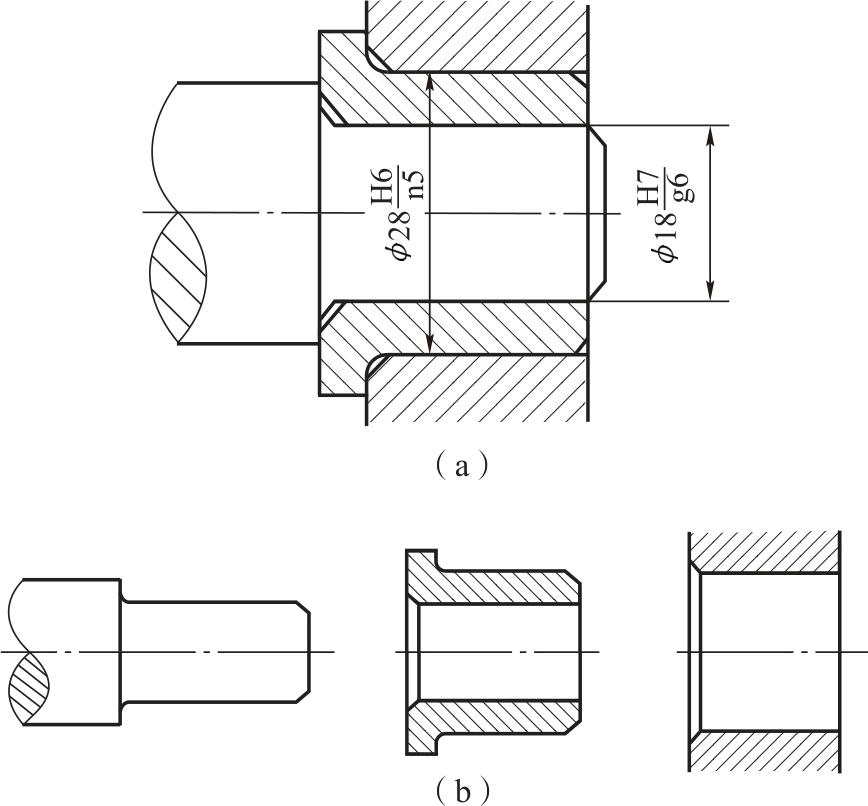
图7-31 装配图和零件图
(a)装配图;(b)零件图

在图7-31所示装配图上,有不同的配合尺寸,这些尺寸代号分别表示什么意义呢?
![]()
一、零件的互换性
按零件图要求加工出来的一批相同规格的零件,装配时不需经过任何的选择或修配,任选其中一件就能达到规定的技术要求和连接装配使用要求,这种性质称为互换性。零件具有互换性,便于装配和维修,也利于组织生产和协作,以提高生产率。建立公差与配合制度是保证零件具有互换性的必要条件。
二、极限与配合的概念及有关术语和定义
在生产实际中,零件尺寸不可能加工得绝对精确。为了使零件具有互换性,必须对零件尺寸的加工误差规定一个允许的变动范围,这个变动量称为尺寸公差,简称公差。
下面以轴的尺寸![]() 为例(图7-32),将有关尺寸公差的术语和定义介绍如下。
为例(图7-32),将有关尺寸公差的术语和定义介绍如下。
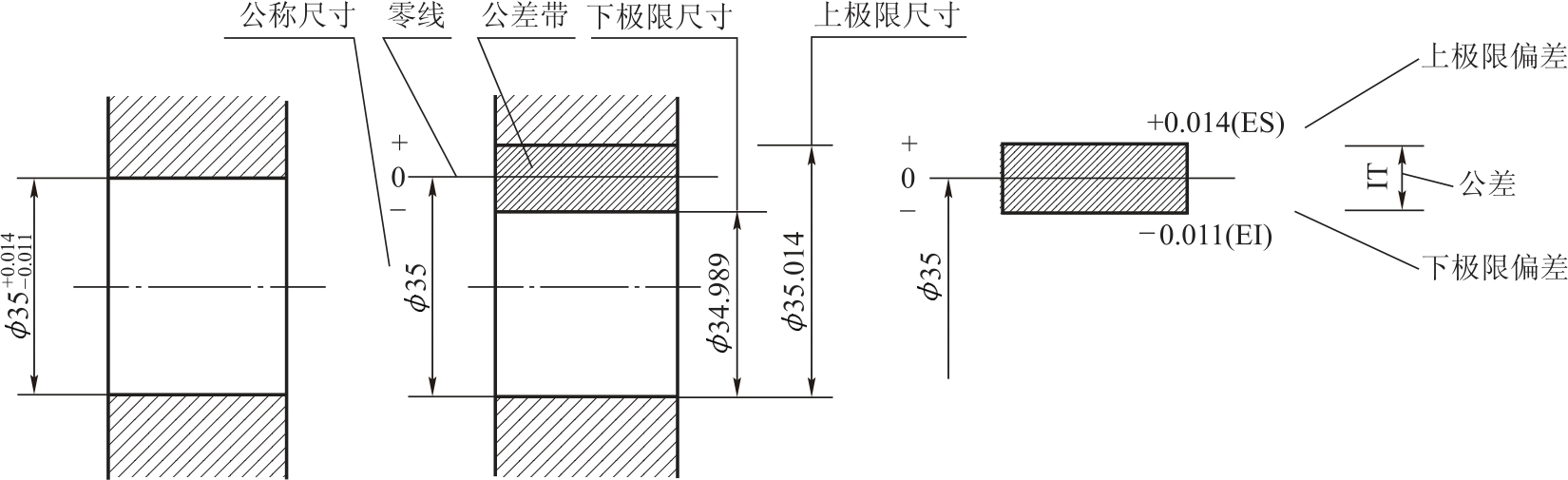
图7-32 轴的尺寸公差
(1)基本尺寸(ϕ35):设计给定的尺寸。
(2)实际尺寸:零件加工完后通过测量所得的尺寸。
(3)极限尺寸:允许尺寸变化的两个极限值。它以基本尺寸为基数来确定。
最大极限值(ϕ35.014):两个极限尺寸中较大的一个。
最小极限值(ϕ34.989):两个极限尺寸中较小的一个。
如果实际尺寸在两个极限尺寸所决定的闭区间内,则为合格;否则为不合格。
(4)尺寸偏差(简称偏差):某一尺寸(实际尺寸、极限尺寸等)减其基本尺寸所得的代数差。
上偏差(+0.014):最大极限尺寸减其基本尺寸所得的代数差。
下偏差(-0.011):最小极限尺寸减其基本尺寸所得的代数差。
上偏差和下偏差统称为极限偏差。偏差可以为正、负或零值。孔的上、下偏差代号分别用大写字母ES、EI表示;轴的上、下偏差代号分别用小写字母es、ei表示。
(5)尺寸公差(简称公差)(0.025):允许的尺寸变动量。
公差是没有正负号的绝对值。
(6)零线:在公差与配合图解(简称公差带图)中,表示基本尺寸的一条直线,以其为基准确定偏差和公差。零线之上的偏差为正,零线之下的偏差为负。
(7)尺寸公差带(简称公差带):在公差带图解中,由代表上、下偏差的两条直线所限定的一个区域。
公差带与公差的区别在于公差带既表示了公差(公差带的大小),又表示了公差相对于零线的位置(公差带位置)。孔、轴公差带示意图如图7-33所示。
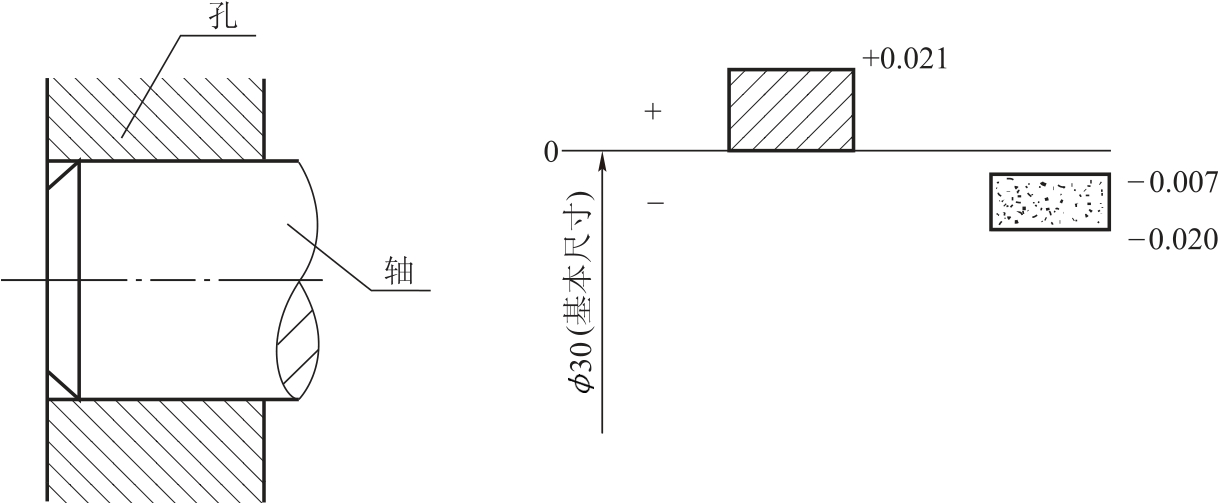
图7-33 孔、轴公差带示意图
国家标准规定,孔、轴的公差带由标准公差和基本偏差确定,前者确定公差带的大小,后者确定公差带相对于零线的位置。为了满足不同的配合要求,国家标准制定了标准公差系列和基本偏差系列。
(8)标准公差:国家标准规定用来确定公差带大小的标准化数值。
标准公差的数值取决于公差等级和基本尺寸。公差等级是用来确定尺寸的精确度的。国家标准将公差等级分为20级,即IT01,IT0,IT1,IT2,…,IT18。IT表示标准公差,数字表示公差等级。IT01级的精确度最高,以下逐级降低。在一般机器的配合尺寸中,孔用IT6~IT12级表示,轴用IT5~IT12级表示。在保证质量的条件下,应选用较低的公差等级。
(9)基本偏差:国家标准规定用来确定公差带相对于零线位置的那个极限偏差,它可以是上偏差或下偏差,一般靠近零线的那个偏差为基本偏差,如图7-34所示。
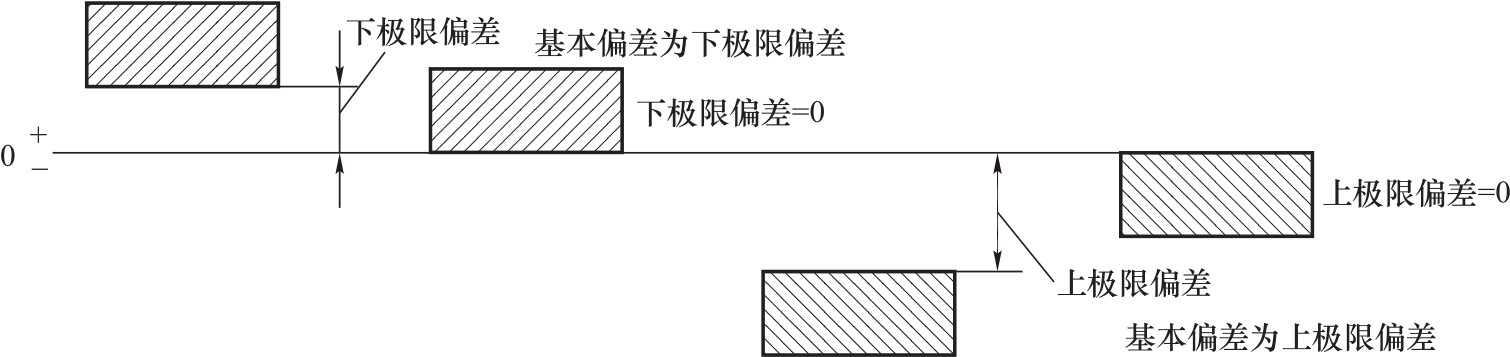
图7-34 基本偏差
为了满足各种配合的需要,国家标准规定了基本偏差系列,并根据不同的基本尺寸和基本偏差代号确定了轴和孔的基本偏差数值;基本偏差代号用拉丁字母表示,大写为孔,小写为轴,各28个。图7-35表示基本偏差系列。此示意图只表示公差带中属于基本偏差的一端,表示极限偏差的另一端是开口的,开口的一端取决于公差带的大小,它由设计者选用的标准公差的等级来确定。
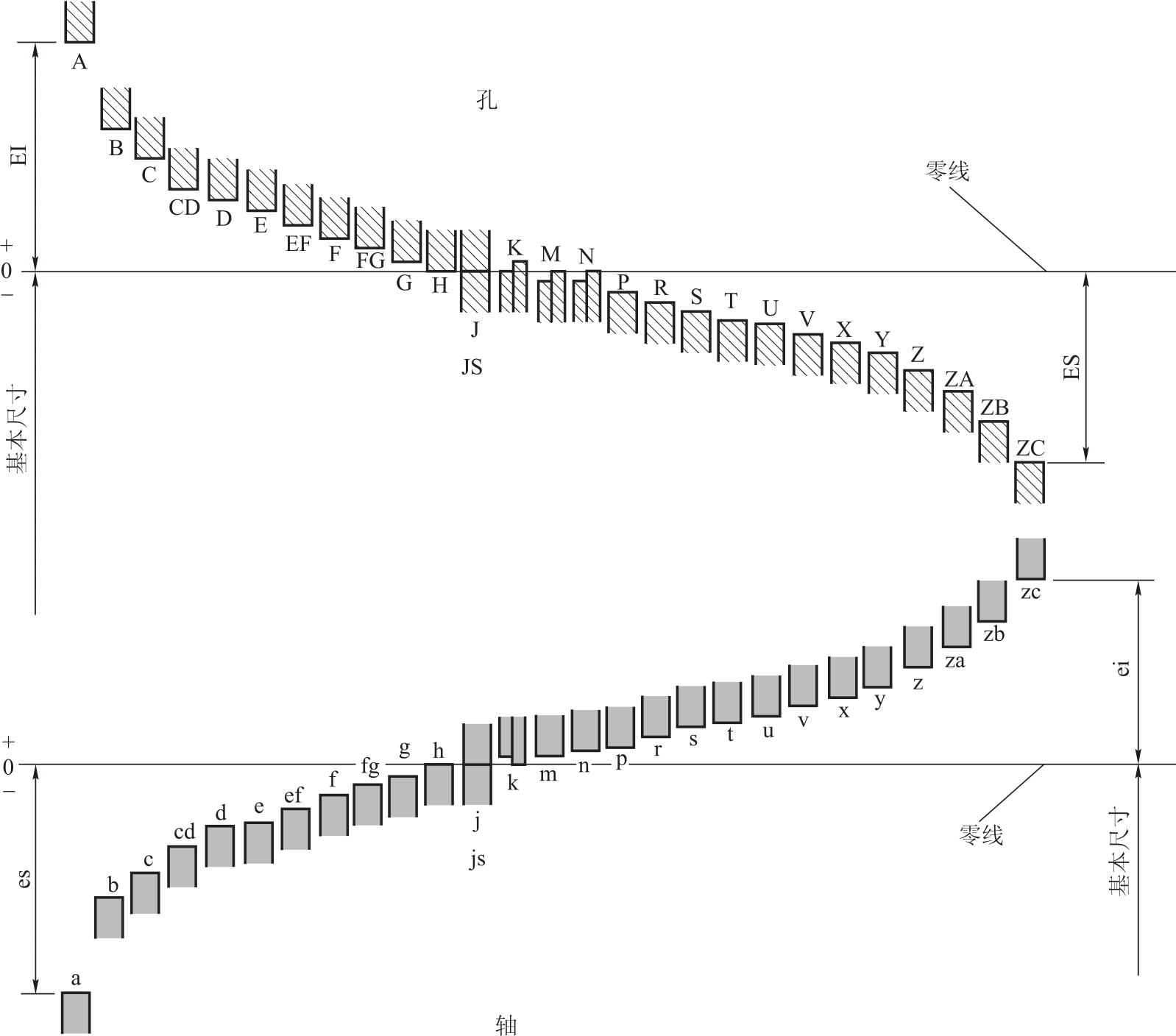
图7-35 孔、轴的基本偏差系列
三、配合与配合制
1.配合
配合是指基本尺寸相同,相互结合的孔和轴公差带之间的关系。
当孔和轴配合时,由于它们的实际尺寸不同,将产生“过盈”或“间隙”。孔的尺寸减去与之配合的轴的尺寸所得的代数值,结果为正时是间隙,为负时是过盈。
2.配合种类
根据使用要求不同,相结合的两零件装配后松紧程度不同,国家标准将配合分为以下三类。
(1)间隙配合:孔和轴装配时具有间隙(包括最小间隙等于零)的配合。此时,孔的公差带在轴的公差带之上,如图7-36所示。

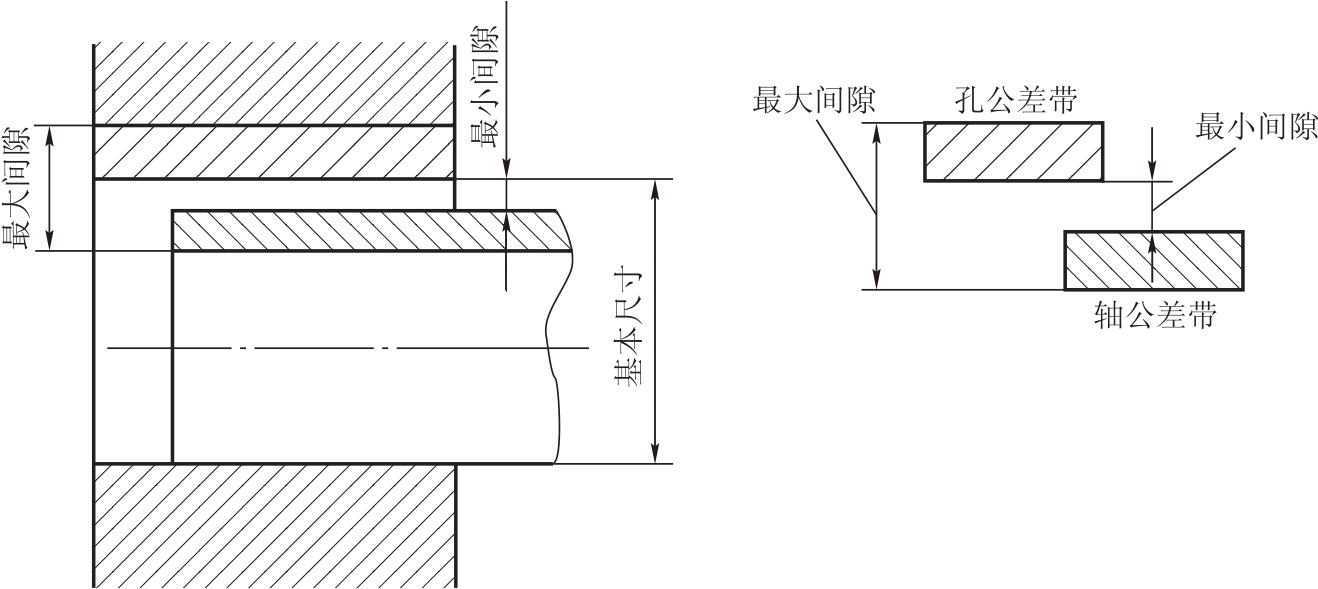
图7-36 间隙配合
(2)过盈配合:孔和轴装配时具有过盈(包括最小过盈为零)的配合。此时,孔的公差带在轴的公差带之下,如图7-37所示。

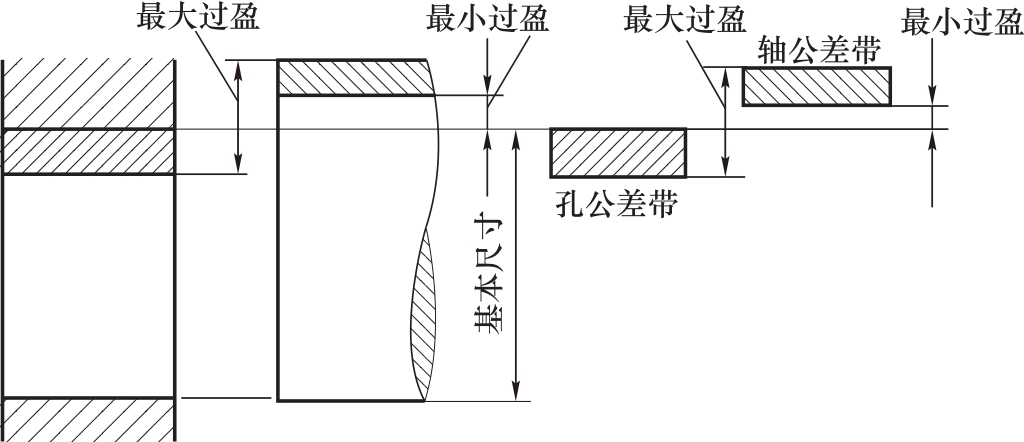
图7-37 过盈配合
(3)过渡配合:可能具有过盈,也有可能具有间隙的配合。此时,孔的公差带与轴的公差带相互重叠,如图7-38所示。

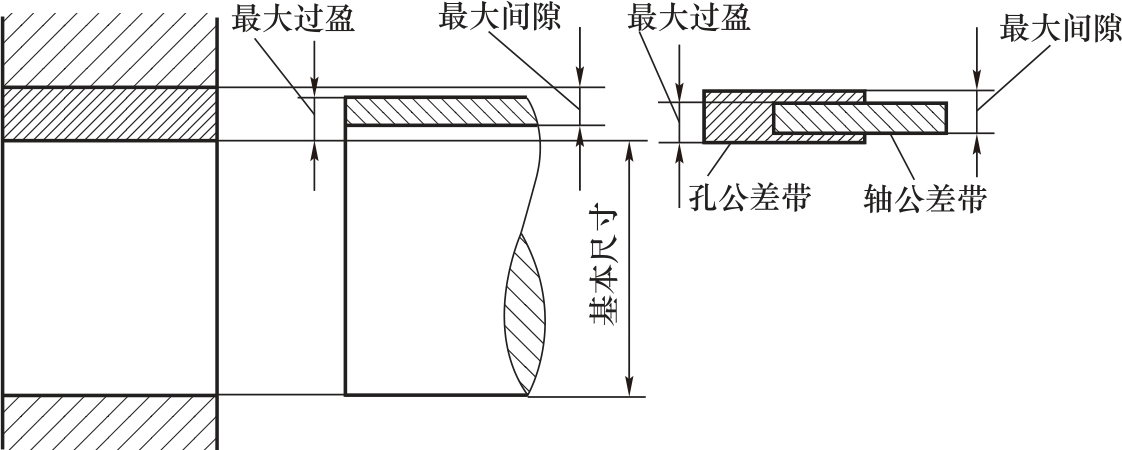
图7-38 过渡配合
3.配合制
要得到各种性质的配合,就必须在保证适当间隙或过盈的条件下,确定孔或轴的上、下偏差。为了便于设计和制造,国家标准对配合规定了基孔制与基轴制。
(1)基孔制:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成的各种配合的一种制度,如图7-39所示。
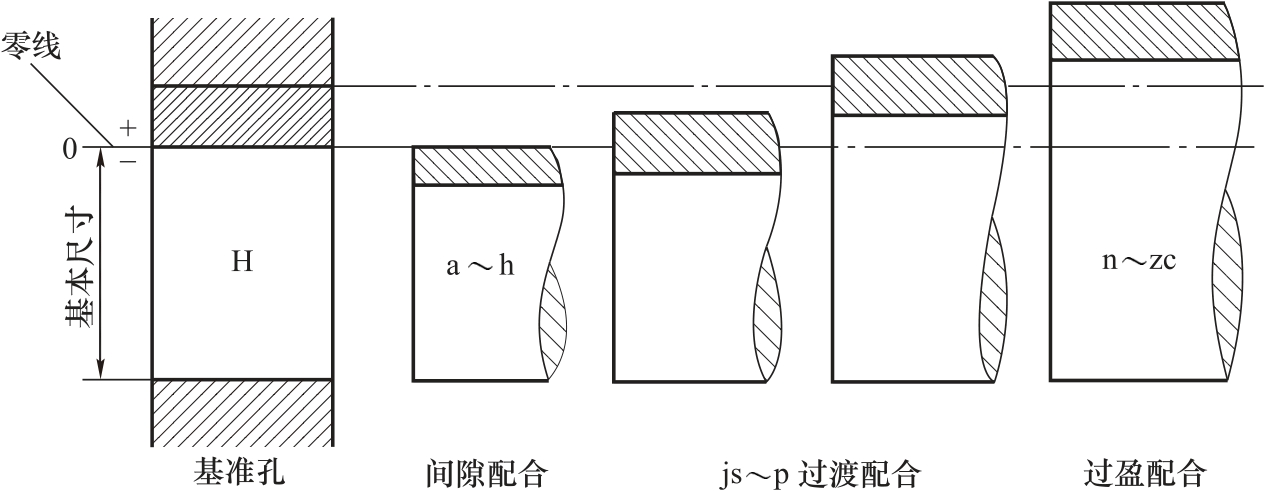
图7-39 基孔制配合示意图
基孔制的孔为基准孔,基准孔的基本偏差代号为H,其下偏差为零。
(2)基轴制:基本偏差为一定的轴的公差带,与不同的基本偏差的孔的公差带形成的各种配合的一种制度,如图7-40所示。
基轴制的轴为基准轴,基准轴的基本偏差代号为h,其上偏差为零。
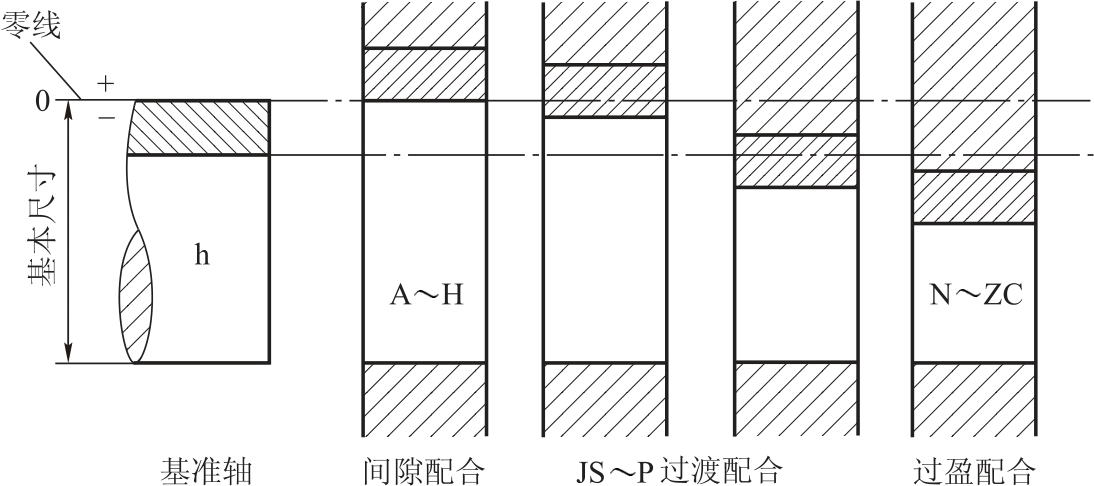
图7-40 基轴制配合示意图
![]()
一般情况下优先采用基孔制,因为在一般情况下孔的加工、测量难度都比轴来得大,这样可以限制定值刀具、量具的规格和数量。基轴制通常仅用于有明显经济效果和结构设计要求不适合采用基孔制的场合。例如,使用一根冷拔的圆钢做轴,轴与几个具有不同公差带的孔配合,此时轴就不另外进行机械加工,一些标准滚动轴承的外环与孔的配合,也采用基轴制。
另外,在保证使用要求的前提下,为减少加工工作量,应当使选用的公差为最大值,加工孔较困难,一般在配合中选用孔比轴低一级的公差等级,如H8/h7。
四、极限与配合在图样上的标注
1.公差带代号
孔、轴公差带代号由基本偏差代号和公差等级代号组成。基本偏差代号用拉丁字母表示,大写的为孔,小写的为轴;公差等级代号用阿拉伯数字表示;如H8、K7、H9等为孔的公差带代号,s7、h6、f9等为轴的公差带代号。
2.配合代号
配合代号由组成配合的孔、轴公差带代号表示,写成分数的形式,分子为孔的公差带代号,分母为轴的公差带代号,即“![]() ”或“孔公差带代号/轴公差带代号”。若为基孔制配合,配合代号为
”或“孔公差带代号/轴公差带代号”。若为基孔制配合,配合代号为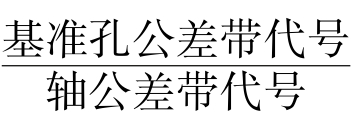 ,如
,如![]() 或H6/k5、H8/e7等;若为基轴制配合,配合代号为
或H6/k5、H8/e7等;若为基轴制配合,配合代号为![]() ,如
,如![]() 或K6/h5、E8/h7等。
或K6/h5、E8/h7等。
3.在图样中的标注
(1)在装配图中的注法。在基本尺寸的右边标注配合代号,如图7-41所示。对于配合代号如H7/h6,一般看作为基孔制,但也可以看作基轴制,它是一种最小间隙为0的间隙配合。
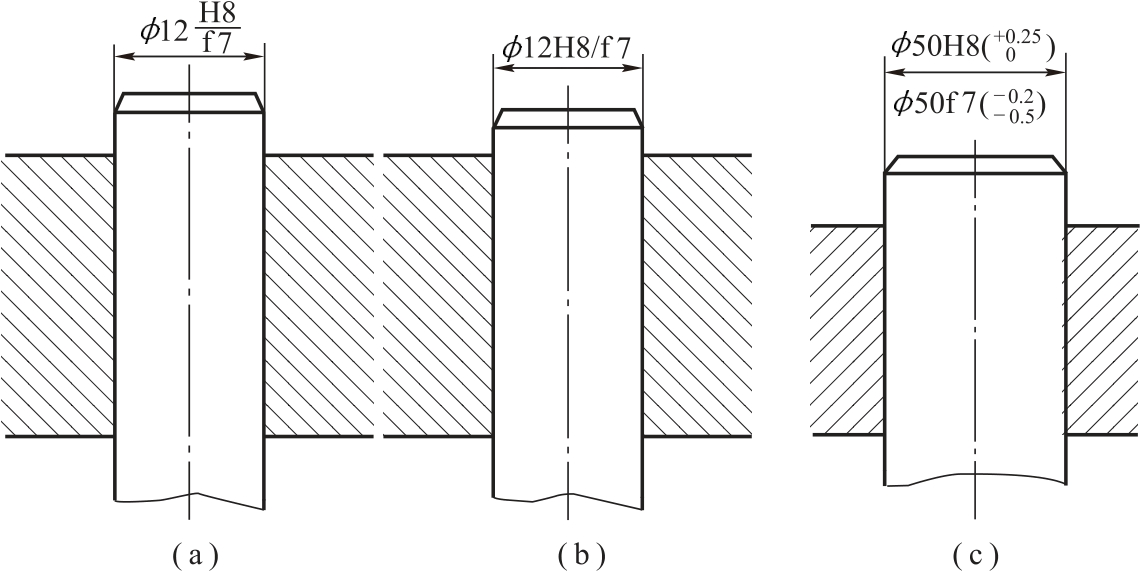
图7-41 配合代号在装配图中的注法
(2)在零件图中的标注。在零件图中,线性尺寸的公差有三种注法:
①在孔或轴的基本尺寸右边,只标注公差带代号,如图7-42(a)所示。
②在孔或轴的基本尺寸右边,标注上、下偏差,如图7-42(b)所示。上偏差写在基本尺寸的右上方,下偏差应与基本尺寸注在同一底线上,偏差数值应比基本尺寸数值小一号。上、下偏差前面必须标出正、负号。上、下偏差的小数点对齐,小数点后的位数也必须相同。当上偏差或下偏差为“零”时,用数值“0”标出,并与上偏差或下偏差的小数点前的个位数对齐。
当公差带相对于基本尺寸对称配置,即两个偏差相同时,偏差只需注一次,并应在偏差与基本尺寸之间注出符号“±”,两者的数值高度应一样。例如“50±0.25”。必须注意,偏差数值表中所列的偏差单位为微米(μm),标注时,必须换算成毫米(mm)。
③在孔和轴的基本尺寸后面,同时标注公差带代号和上、下偏差。这时,上、下偏差必须加上括号,如图7-42(c)所示。
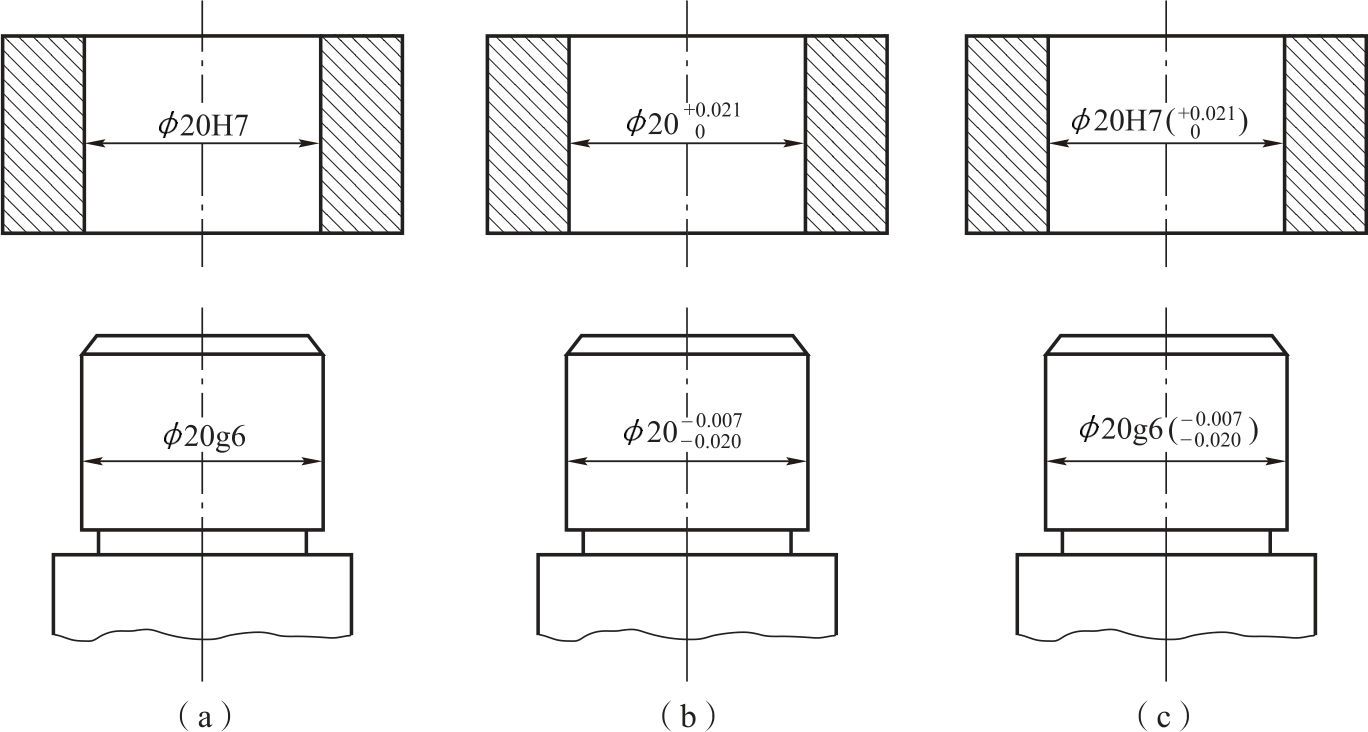
图7-42 公差在零件图中的规定注法
任务实施
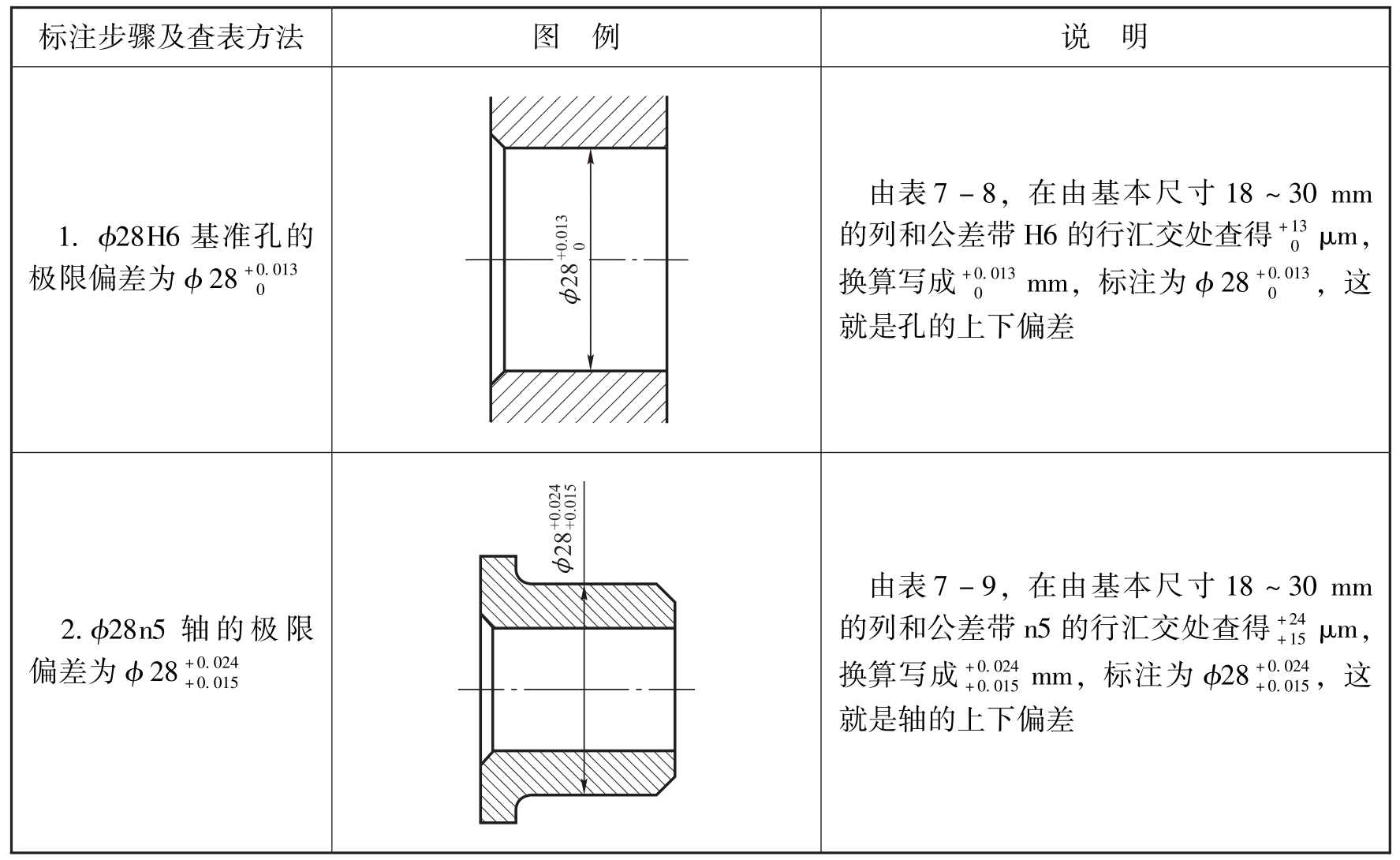
图7-31(a)中 中的H6与H7为基准孔的公差带代号,n5和g6为轴的公差带代号。零件图的尺寸偏差标注方法见表7-6,具体的极限偏差值需查表获得(表7-7~表7-9)。
中的H6与H7为基准孔的公差带代号,n5和g6为轴的公差带代号。零件图的尺寸偏差标注方法见表7-6,具体的极限偏差值需查表获得(表7-7~表7-9)。
表7-6 零件图的尺寸偏差标注方法
![]()
试着查表查出![]() 的偏差数值,并在零件图中正确标注。
的偏差数值,并在零件图中正确标注。
表7-7 标准公差数值(基本尺寸大于6~500 mm)
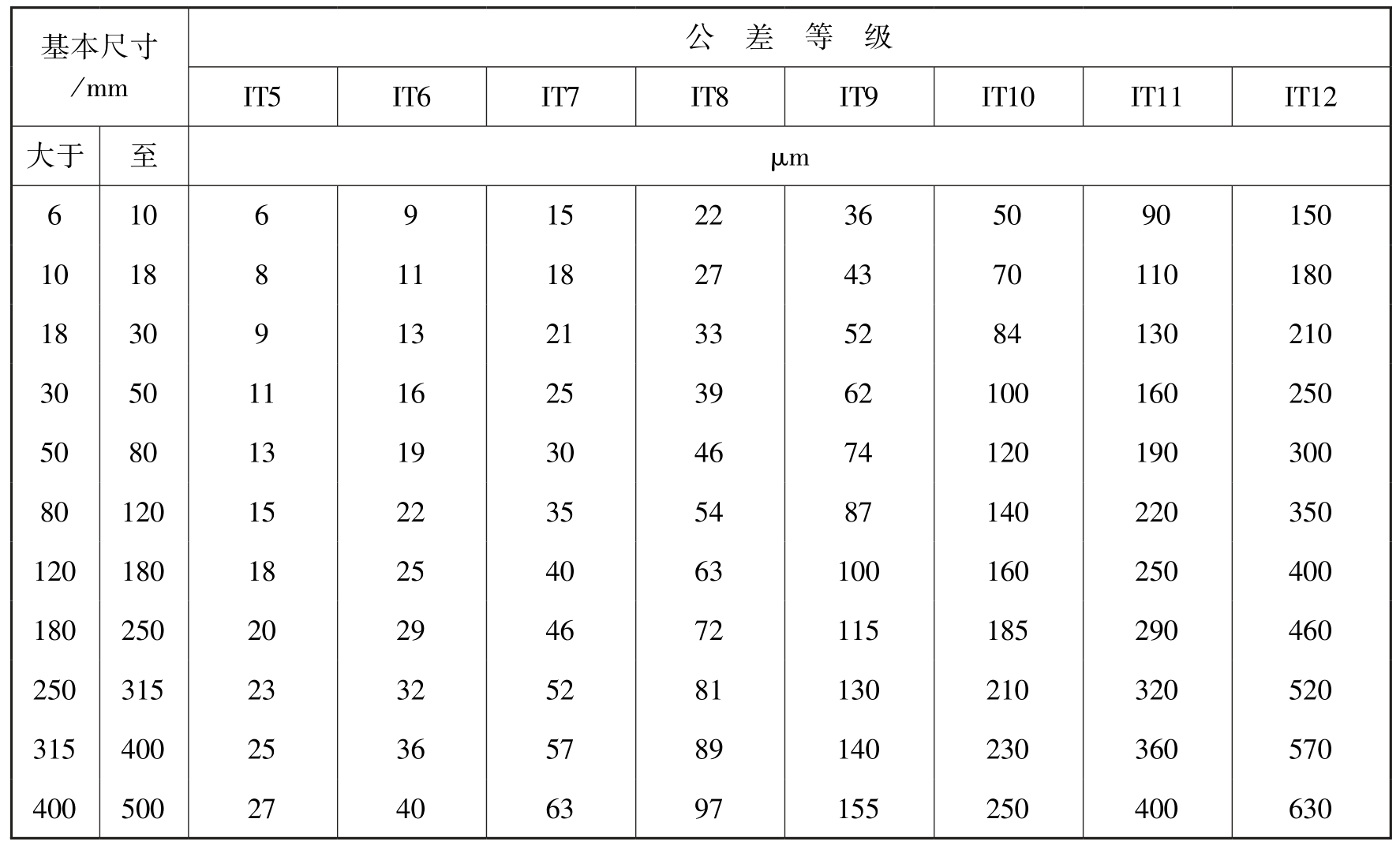
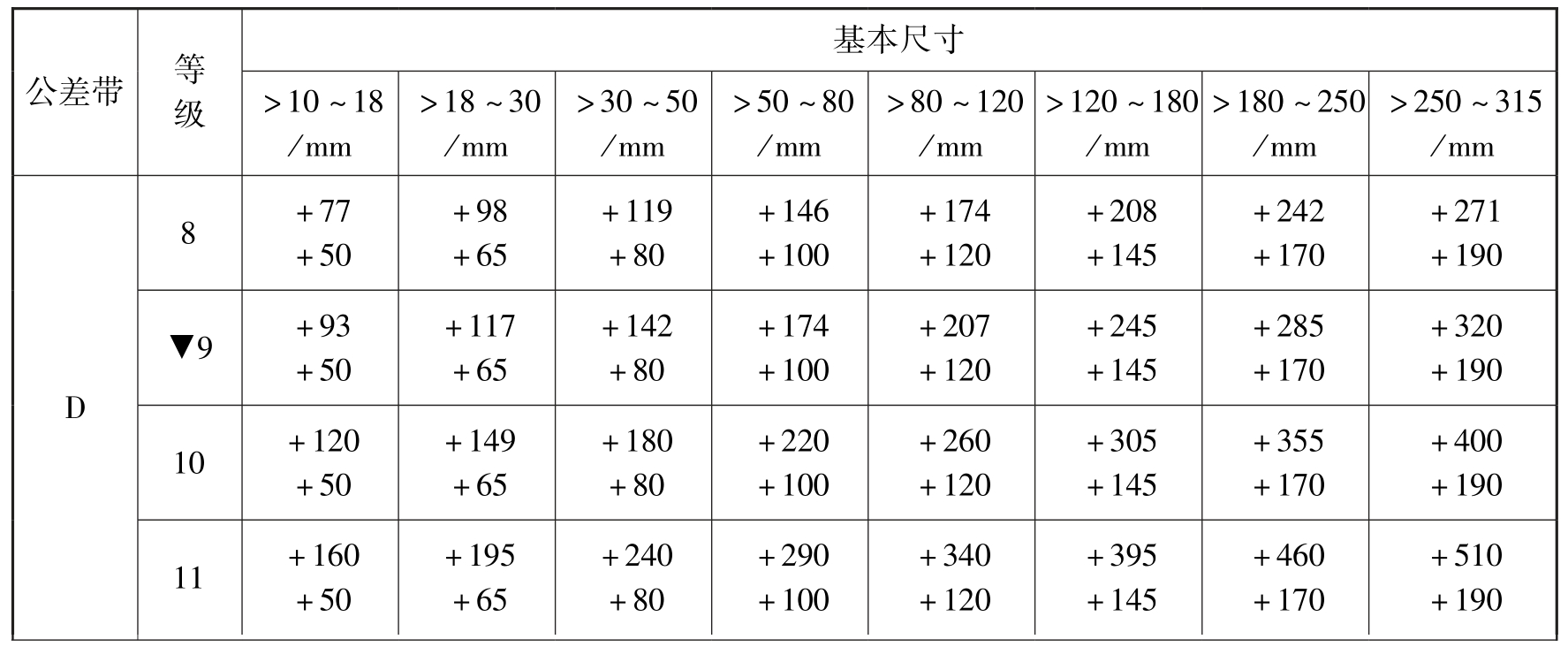
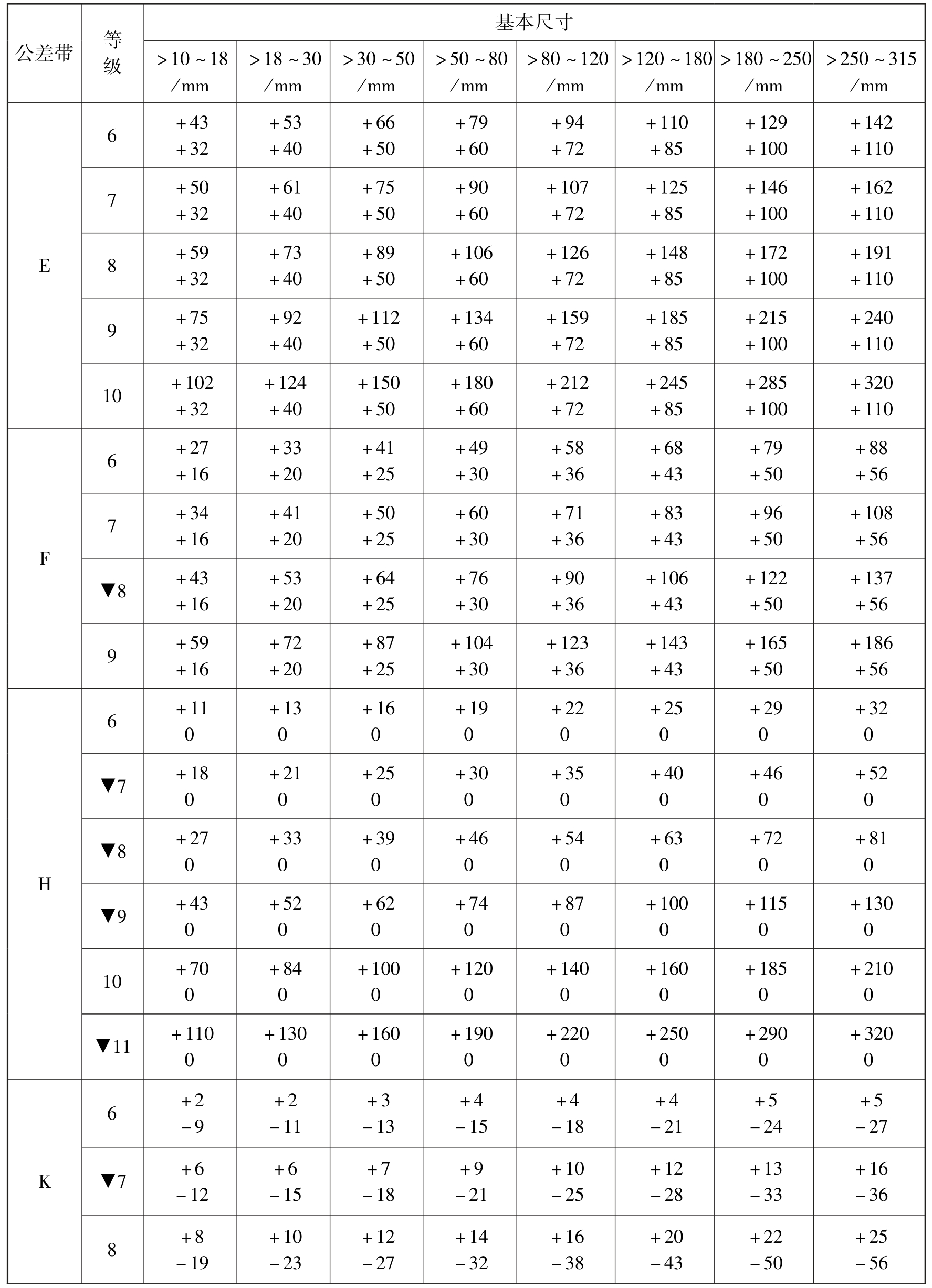
表7-8 孔的极限偏差(基本尺寸大于10~315 mm) μm
续表
续表
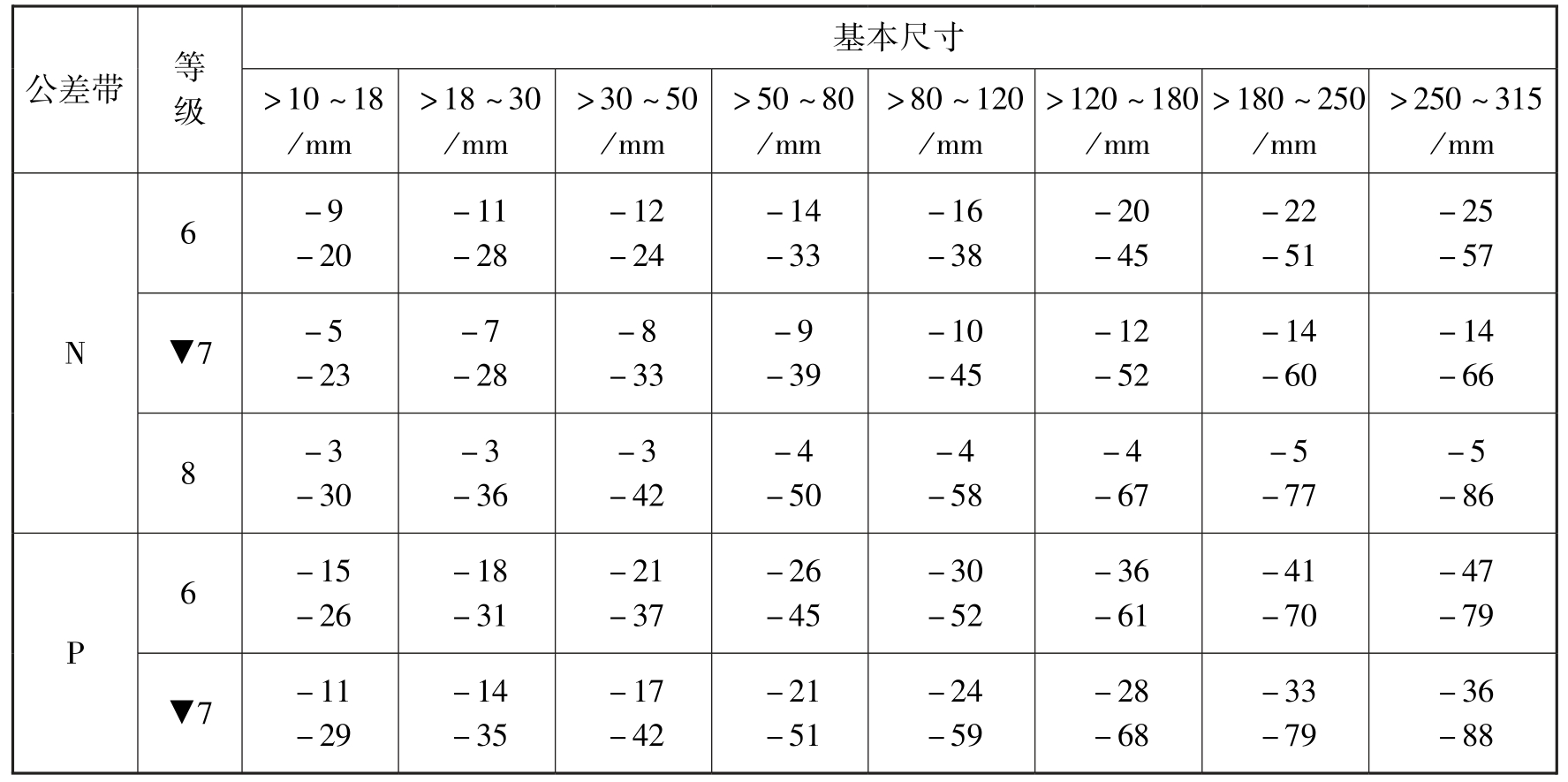
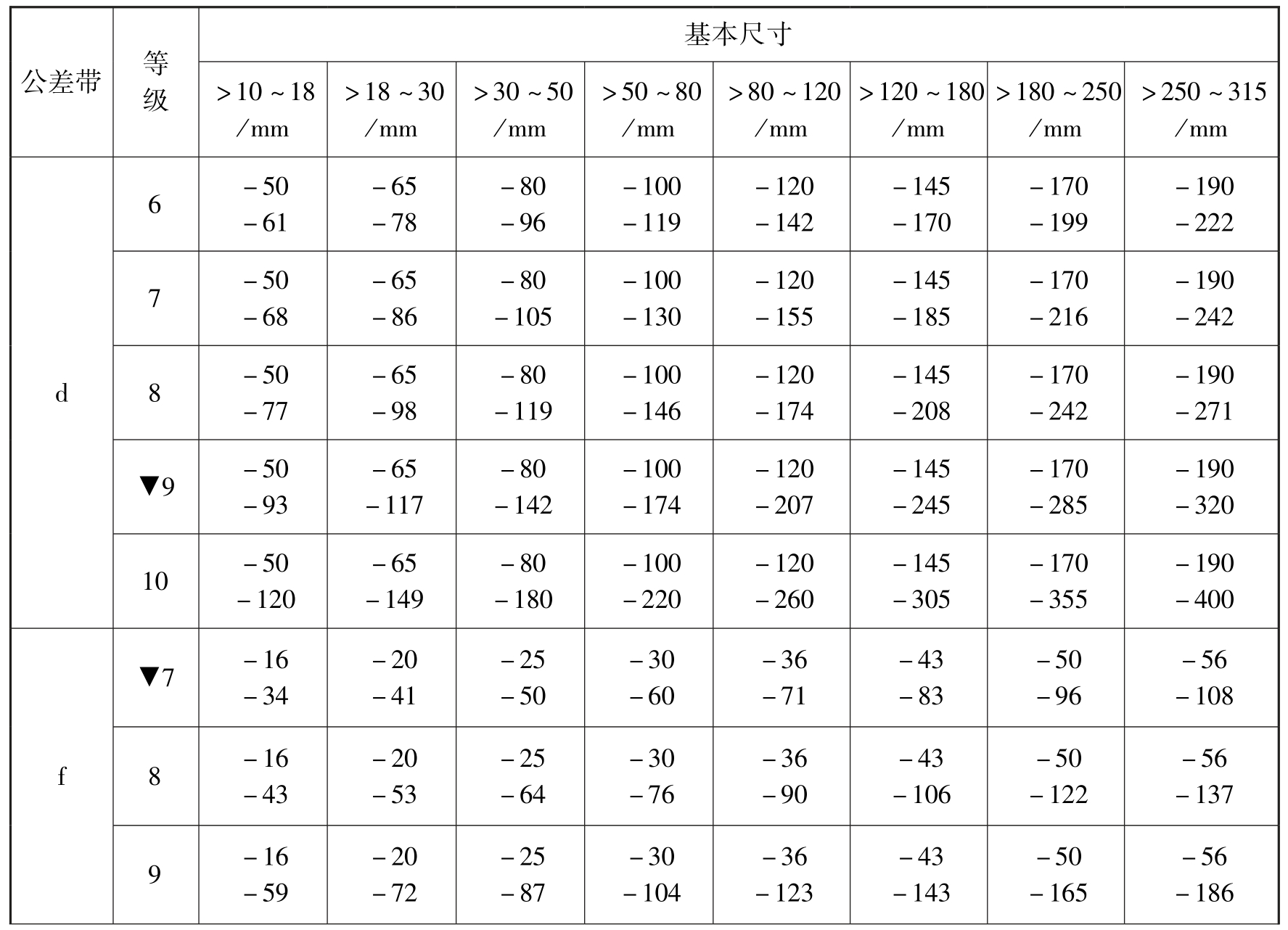
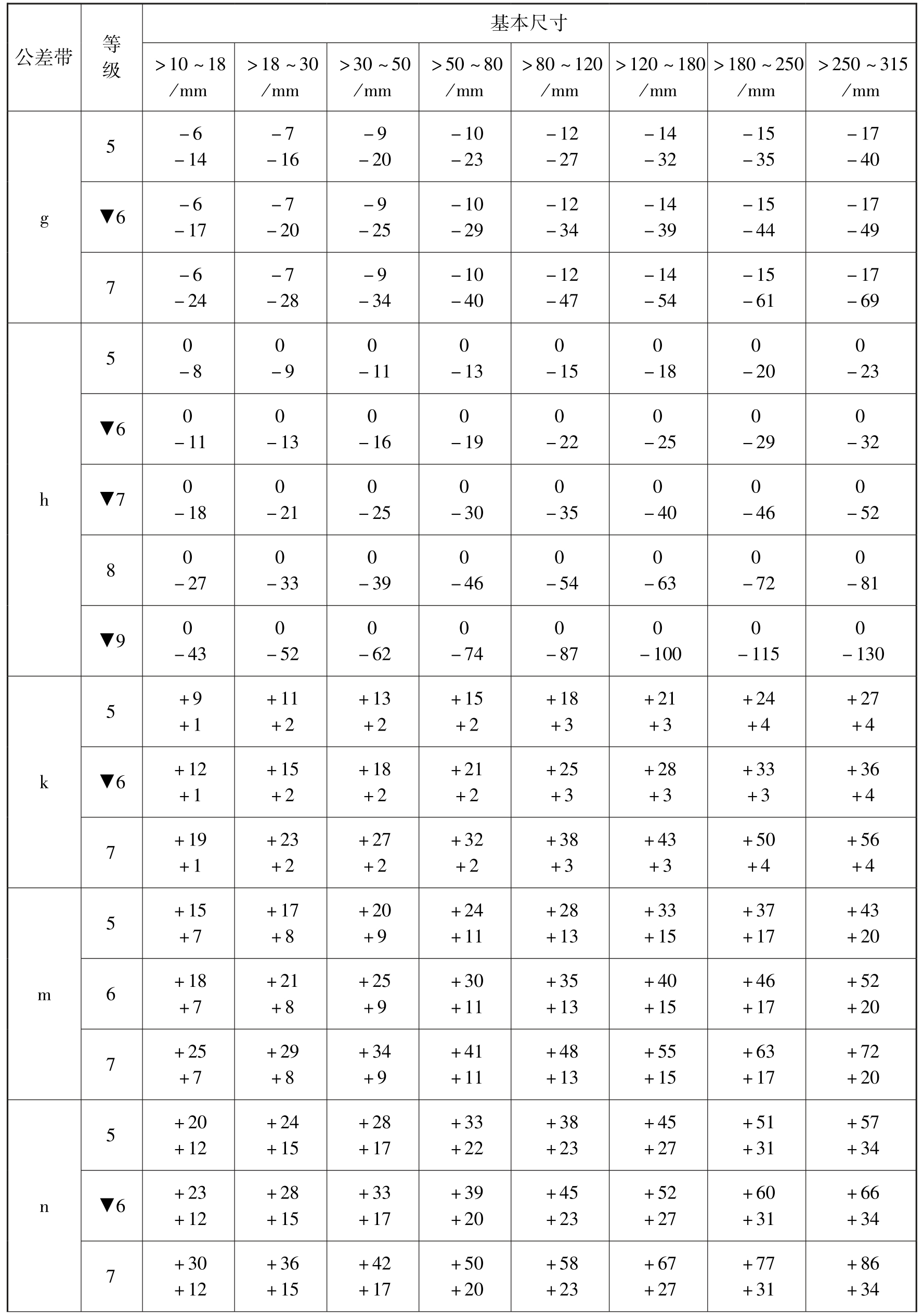
表7-9 轴的极限偏差(基本尺寸大于10~315 mm) μm
续表
续表
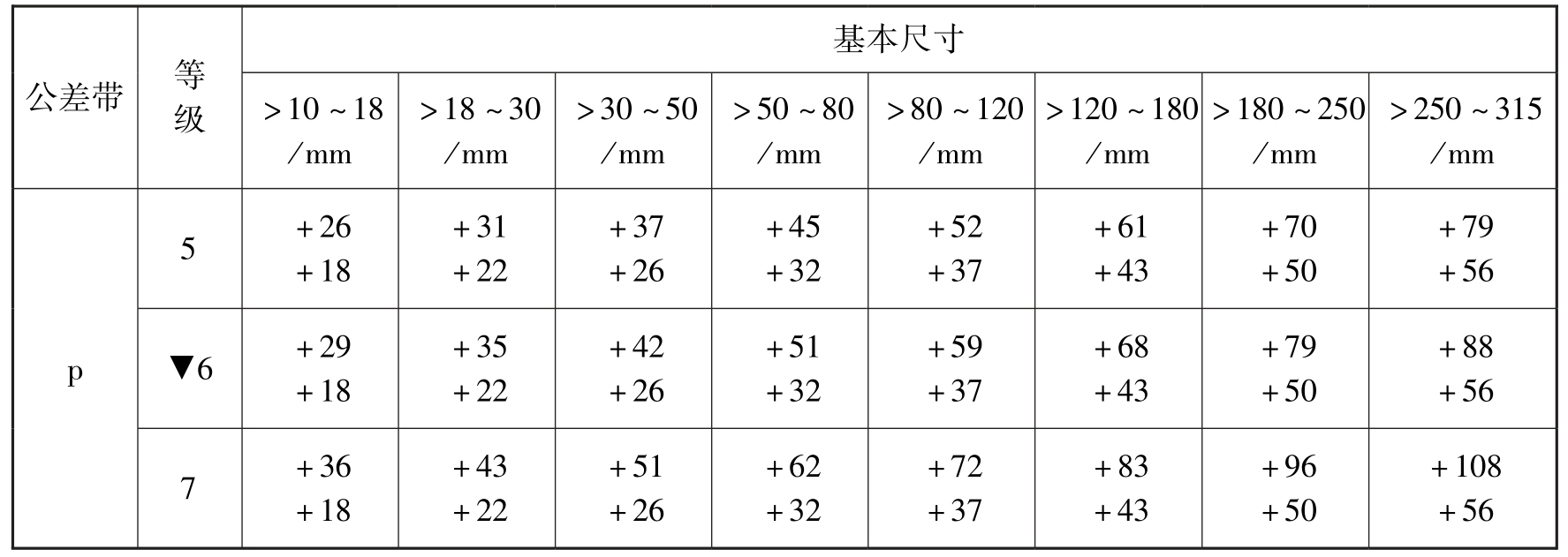
注:标注▼者为优先公差等级,应优先选用。