2.3.1 铰削
用铰刀从工件的孔壁上切除微量金属层,以得到精度较高孔的加工方法,称为铰孔。
1.铰削用量的选择
(1)铰削余量的选择铰削余量应根据铰孔精度、表面粗糙度、孔径、材料硬度和铰刀类型来选择。可参考表2-13选择铰削余量。
表2-13 铰削余量
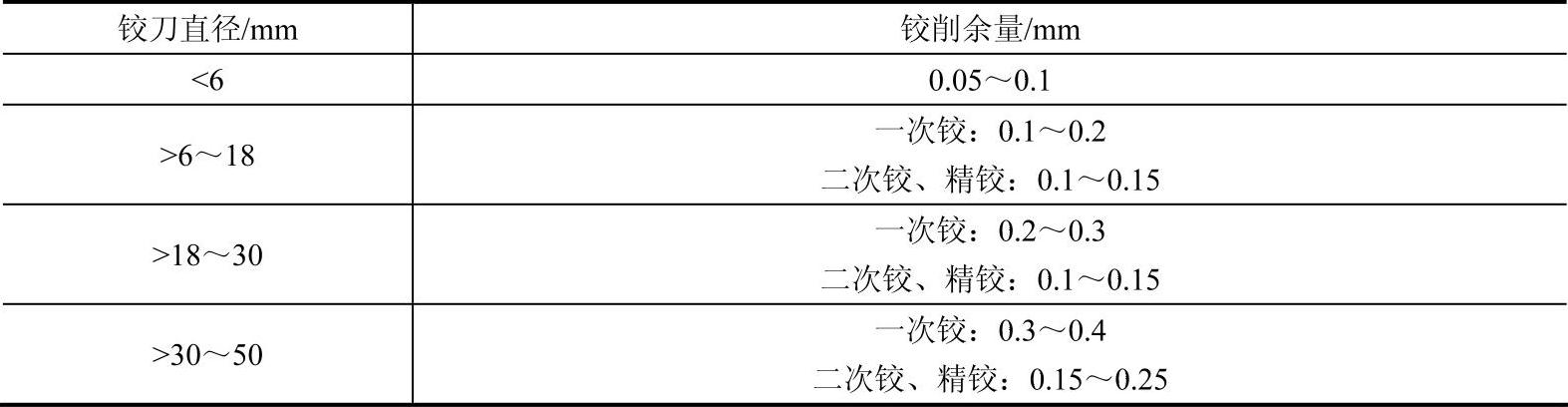
注:二次铰时,粗铰余量可取一次铰余量的较小值。
(2)切削速度和进给量的选择选用普通标准高速钢铰刀时,铰铸铁孔:切削速度≤10m/min,进给量为0.8mm/r左右;铰钢料孔:切削速度≤8m/min,进给量为0.4mm/r左右。
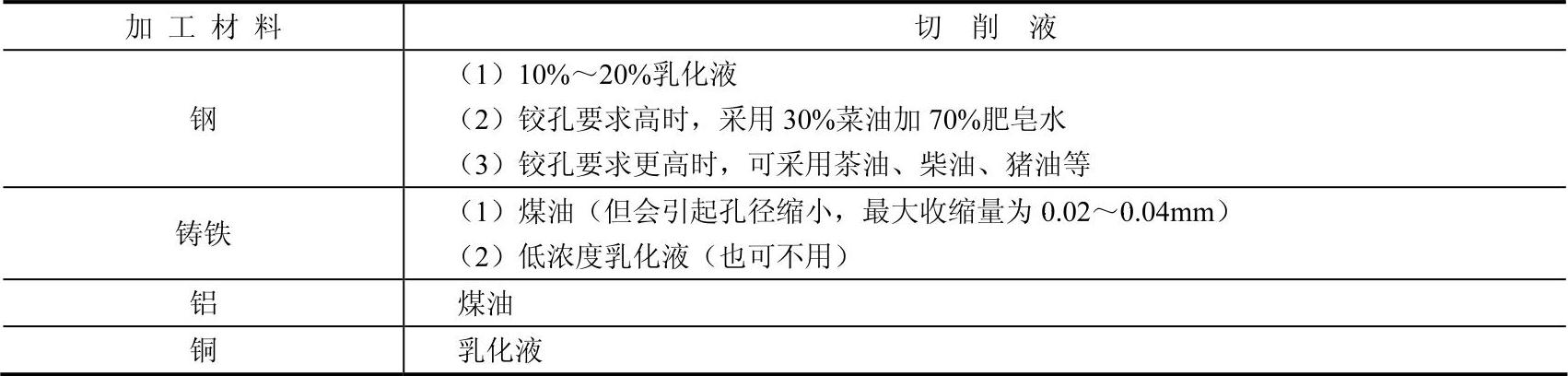
2.切削液的选择
在铰孔时加入适当的切削液,可消散切削热量,减小变形,延长刀具使用寿命,提高铰孔质量。铰削切削液的选择可参考表2-14。
表2-14 铰削切削液的选择