10.3 计算实例
2025年10月13日
10.3 计算实例
例 写出图10-5矩形齿花键套的加工工艺过程。
解 (1)零件图样分析
1)φ70±0.021mm与花键套内孔的同轴度公差为φ0.03mm。
2)φ120mm右端面与花键套内孔中心线的垂直度公差为0.04mm。
3)热处理28~32HRC。
4)未注倒角C1。
5)材料45钢。
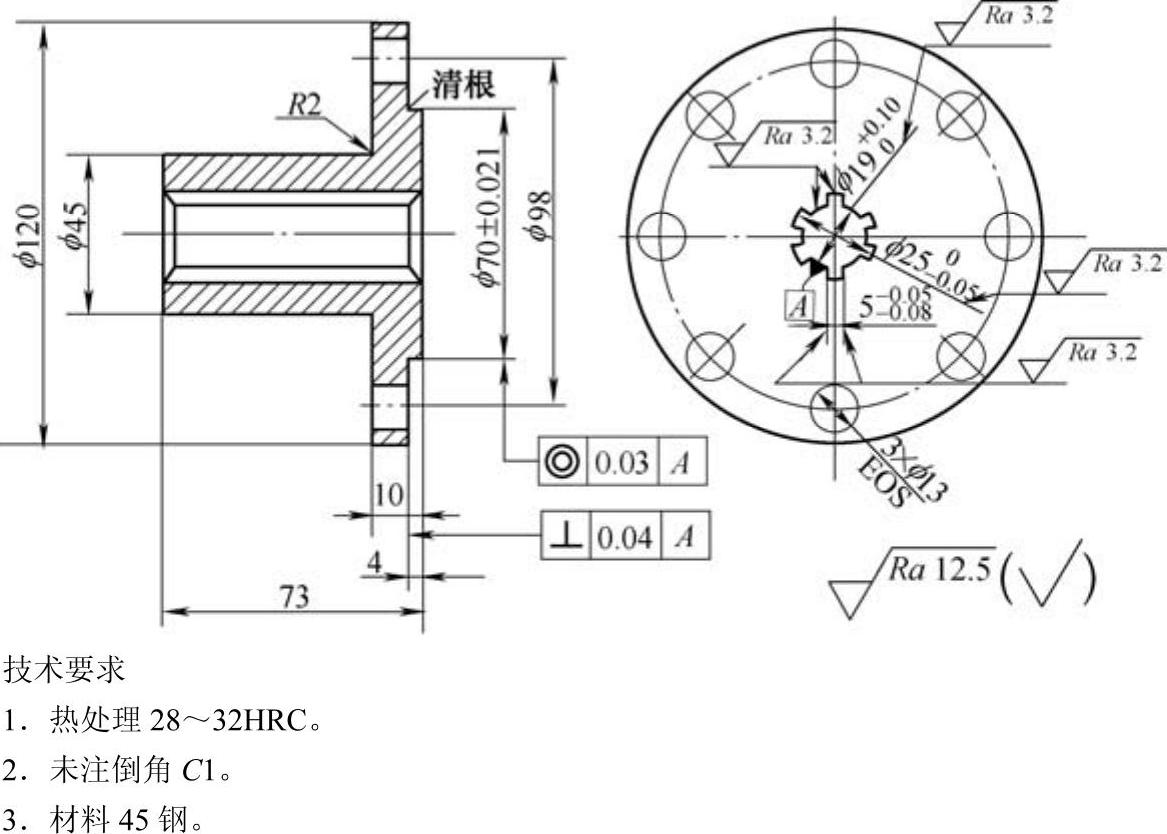
图10-5 矩形齿花键套
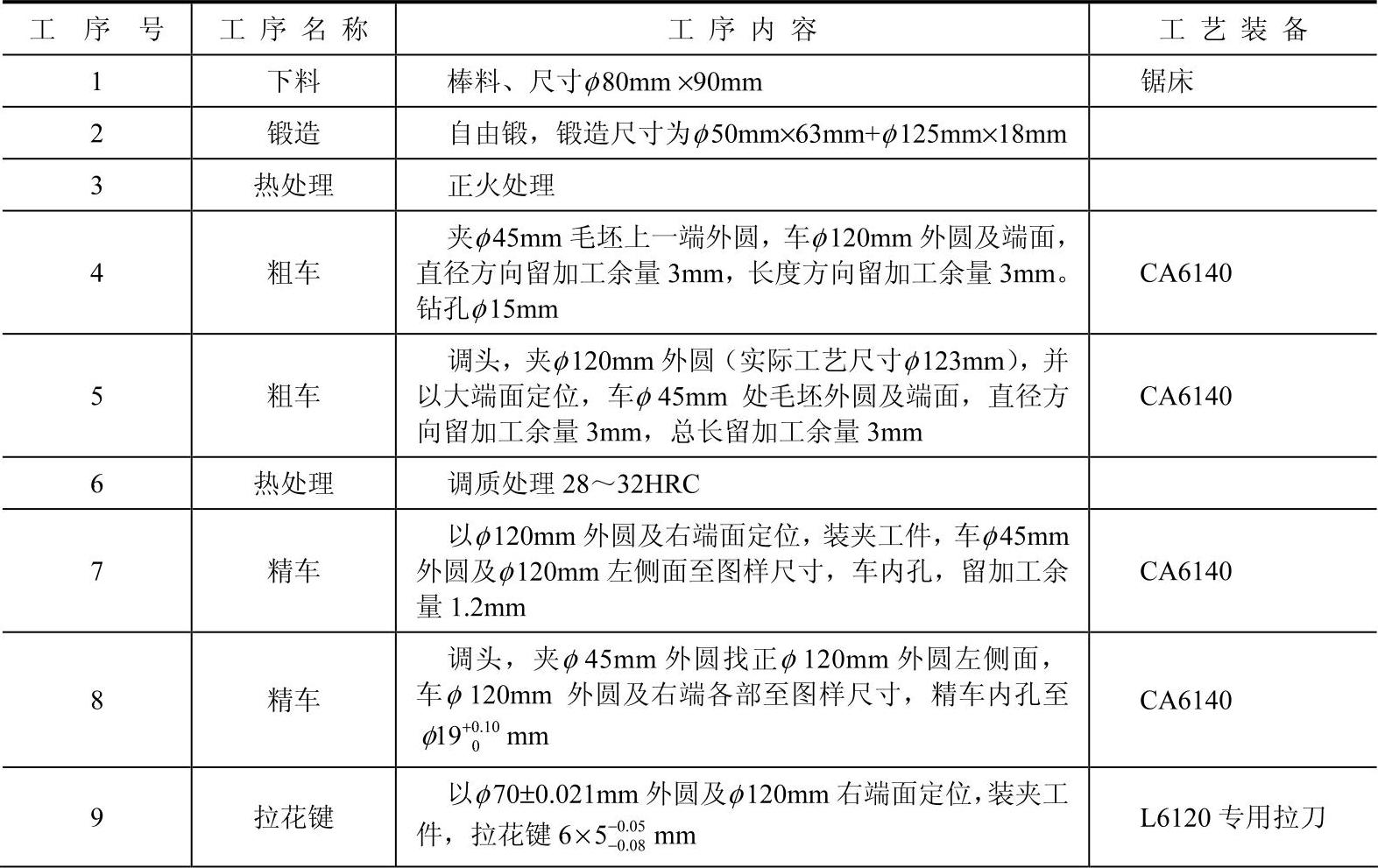
(2)矩形齿花键套机械加工工艺过程卡(表10-2)
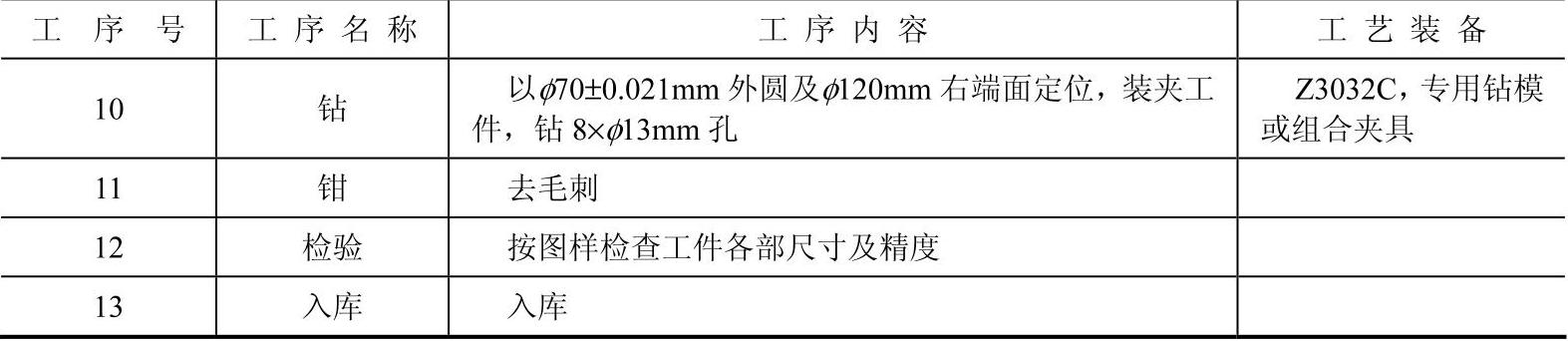
表10-2 矩形齿花键套机械加工工艺过程卡
(续)
(3)工艺分析
1)该工件锻造比比较大,很容易造成应力分布不均。因此,锻造后须进行正火处理,粗加工后进行调质处理,以改善材料的切削性能。
该花键套定位盘部分直径为φ120mm,花键套外径部分为φ45mm,其尺寸差距较大,在单件小批量生产时(不采用锻件毛坯),应选用合适的坯料,以减少材料的浪费。
2)工序安排以在设备上实际应用的尺寸φ70±0.021mm及φ120mm右端面定位,装夹工件,进行花键套的拉削加工,达到了设计基准、工艺基准及使用的统一。
3)该矩形齿花键套为大径定心,宜采用拉削加工。
4)φ70±0.021mm与花键套内孔的同轴度检查;φ120mm右端面与花键套内孔的垂直度检查,可采用 孔配装心轴后,在偏摆仪上用百分表检查同轴度及垂直度。
孔配装心轴后,在偏摆仪上用百分表检查同轴度及垂直度。
5)花键套键宽、大径和小径尺寸及等分精度的检查,可采用综合量规进行检查。