球头立铣刀的等角度层切法的轨迹计算
2025年10月13日
2.球头立铣刀的等角度层切法的轨迹计算
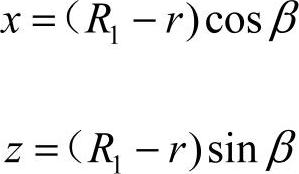
在图12-11中,以圆弧曲面的曲率中心为工件坐标系的原点,设R1为圆弧曲率半径,r为球头刀球心半径,β为给定的曲面圆弧圆心与球头刀球心连线和X轴的夹角,x为球头刀球心在给定切深位置在X轴上的投影长度,提刀方式加工圆弧曲面的刀位点坐标计算公式为
在图12-12中,以圆弧上部的球头铣刀刀位点为工件坐标系的原点,设R1为圆弧曲率半径,r为球头刀球心半径,β为给定的曲面圆弧圆心与球头刀球心连线和X轴的夹角,x为球头刀球心在给定切深位置在X轴上的投影长度,球头立铣刀从圆弧顶部开始以插刀方式加工,刀位点坐标计算公式为
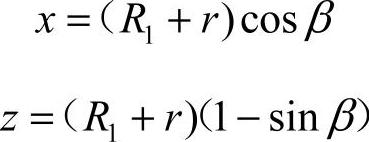
式中,β角的变化范围为由90°到0°。
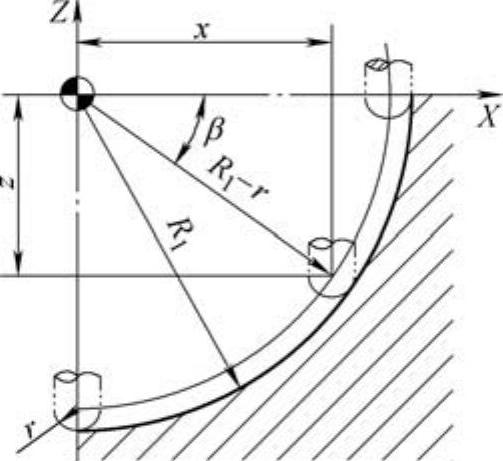
图12-13 工件原点在凹圆弧曲率中心
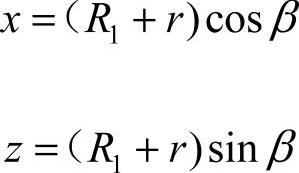
在图12-13中,以圆弧曲面的曲率中心为工件坐标系的原点,设R1为圆弧曲率半径,r为球头刀球心半径,β为给定的曲面圆弧圆心与球头刀球心连线和X轴的夹角,x为球头刀球心在给定切深位置在X轴上的投影长度,则刀位点坐标计算公式为