5.4.1 球轴的磨削计算
2025年10月13日
5.4.1 球轴的磨削计算
球面也可采用成形砂轮磨削,但砂轮修整困难,成本高。用展成法磨削球面,操作简便,选择合适的平形或杯形砂轮在普通磨床上即可磨削,不需特殊设备,只需根据球面的尺寸大小算出砂轮的直径及应转动的角度就可加工。
用展成法可在普通外圆磨床或工具磨床上加工较大直径的球面。一般采用杯形砂轮磨削,磨削时砂轮内径Dk应等于图5-30中球面弦长L。在磨削过程中,砂轮端面易磨损,砂轮需勤修整。
其加工步骤如下:
1)修整砂轮,形状如图5-31所示。
2)将工件安装在顶尖上,如图5-32所示。
3)将砂轮架旋转90°,使其与工作台垂直,如图5-30所示。
4)对刀,调整尾架,找正,使工件轴线与砂轮中心线处于平行于水平面的同一平面内。
5)起动砂轮,沿箭头方向进刀磨削,直至符合工件球面要求(图5-30)。
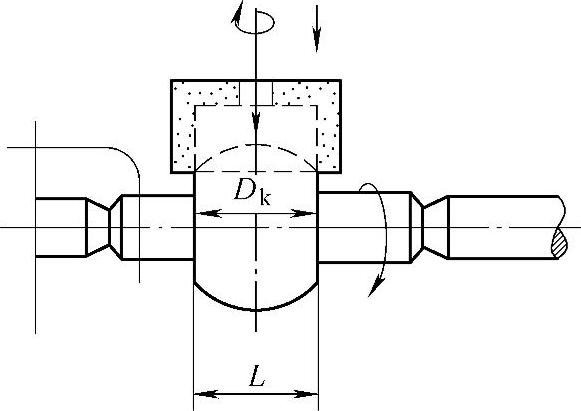
图5-30 球轴的磨削
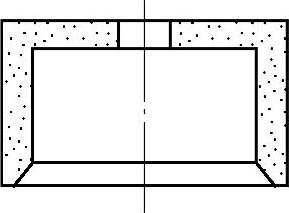
图5-31 砂轮形状
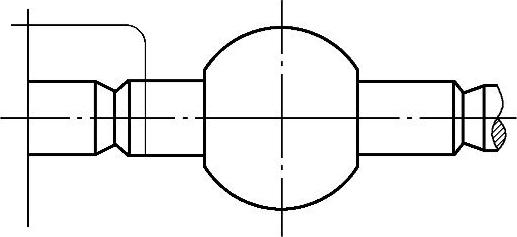
图5-32 工件的安装