7.3 扩孔计算及加工特点
扩孔是用扩孔钻对工件上已有的孔进行扩大加工,如图7-8所示。
扩孔时背吃刀量ap,按下式计算

式中 D——扩孔后直径(mm);
d——预加工孔直径(mm)。
由此可见,扩孔加工有以下特点:
1)背吃刀量ap较钻孔时大大减小,切削阻力小,切削条件大大改善。
2)避免了横刃切削所引起的不良影响。
3)产生切屑体积小,排屑容易。
由于以上原因,扩孔的加工质量比钻孔高。一般尺寸精度可达IT10~IT9,表面粗糙度值Ra可达25~6.3µm,常作为孔的半精加工及铰孔前的预加工。
扩孔时的进给量为钻孔的1.5~2倍,切削速度为钻孔的1/2。实际生产中,一般用麻花钻代替扩孔钻使用。扩孔钻多用于成批大量生产。
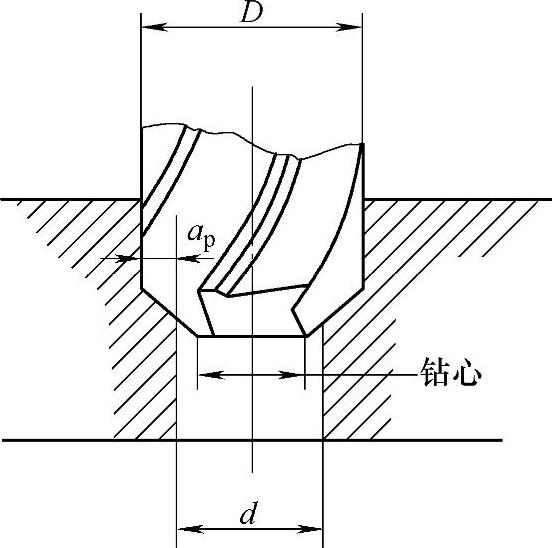
图7-8 扩孔加工