12.8.1 车削圆锥面时假想刀尖点坐标的计算
由于假想的刀尖点并不是切削刃圆弧上的一个点,因此在车削锥面、倒角或圆弧时,可能会造成切削加工不足(欠切削)或切削过量(过切削)的现象,如图12-22所示。当不能使用或不具备使用刀尖圆弧半径补偿功能来消除由于刀尖圆弧半径引起的工件尺寸或形状误差时,则需要对刀具的假想刀尖点的坐标位置进行计算。
通过图12-23可以导出假想刀尖点在Z向和X向的补偿量,图中粗实线为零件外形轮廓,两圆中心连线为零件外形轮廓的等距线,偏移距离等于刀尖圆弧半径r,则刀尖圆弧中心按照图中两圆中心连线运动时,才能精确切出零件的锥面形状。此时,假想刀尖点相对于零件外轮廓上的对应点发生了偏移,即相对于M和N点的编程要修正为相对于M′和N′点的编程。
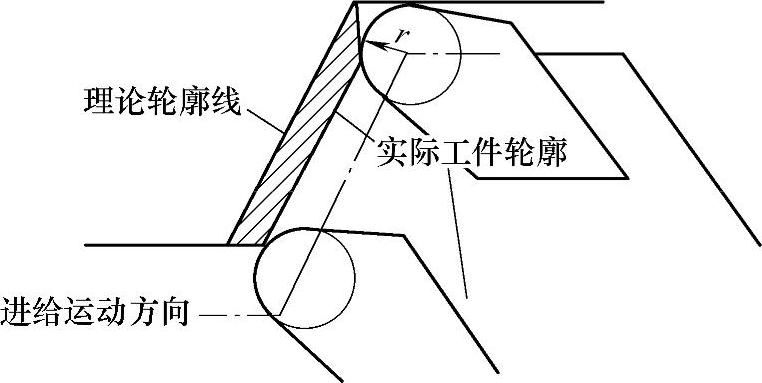
图12-22 切削锥面时的欠切削现象
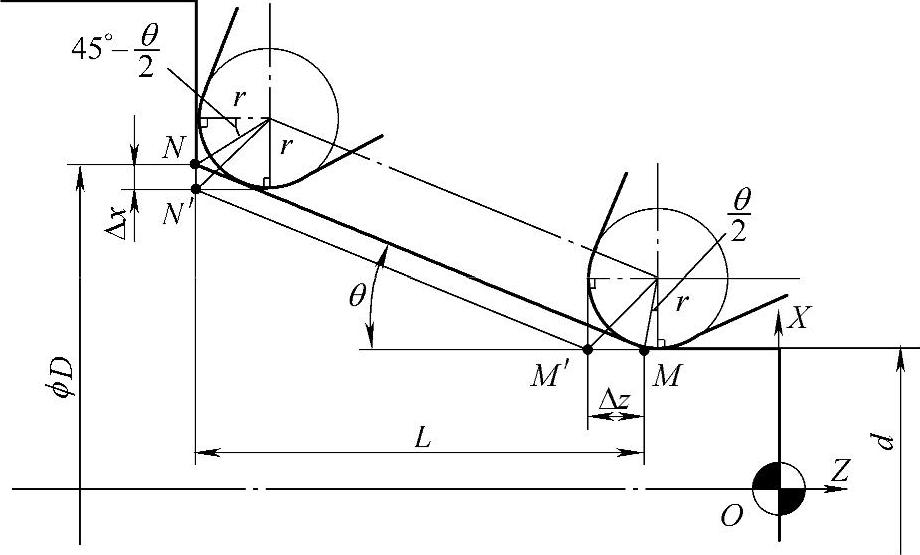
图12-23 车削圆锥面时假想刀尖点的计算
图12-23中,Δz与Δx分别为Z轴和X轴方向上的轴向偏移量,其计算公式为
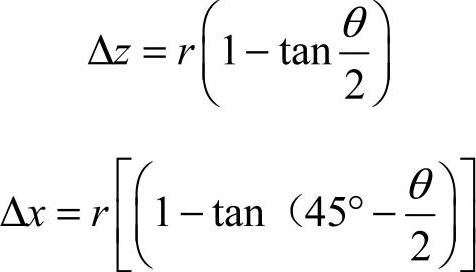
其中, 。
。