10.2 普通拉刀齿升的计算
2025年10月13日
10.2 普通拉刀齿升的计算
齿升就是拉刀的两个相邻刀齿高度之差,也就是每齿拉削厚度,如图10-4所示。齿升大,拉刀总长度就短,拉刀制造方便,拉削工件的机动时间短,生产率也高。但齿升不能过大,以免拉削力增大,折断拉刀,降低拉削工件的表面粗糙度值。齿升也不可太小、否则拉刀很难切下很薄的金属层,从而造成挤压现象,使刀具很快磨损,降低刀具寿命。拉刀齿升根据拉刀类型与加工材料性质选取,具体选择时注意以下几点:
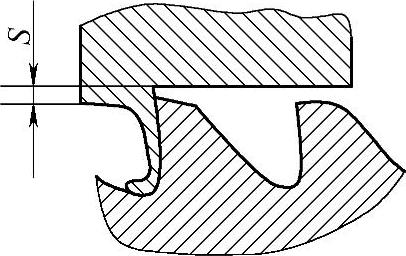
图10-4 齿升
1)为避免刀具损坏,在拉削强度与硬度高的材料时,齿升应小一些。
2)为减轻拉刀刀齿的负荷,拉刀刀齿刃口长的拉刀,齿升要小一些。
3)为防止拉刀折断,对剖面小、强度低的拉刀,齿升应选得小一些。
4)为了防止工件产生较大变形,对薄壁等刚性差的工件,齿升应选得小一些。
5)加工表面粗糙度值要求较高的工件时,拉刀齿升要选得小一些。
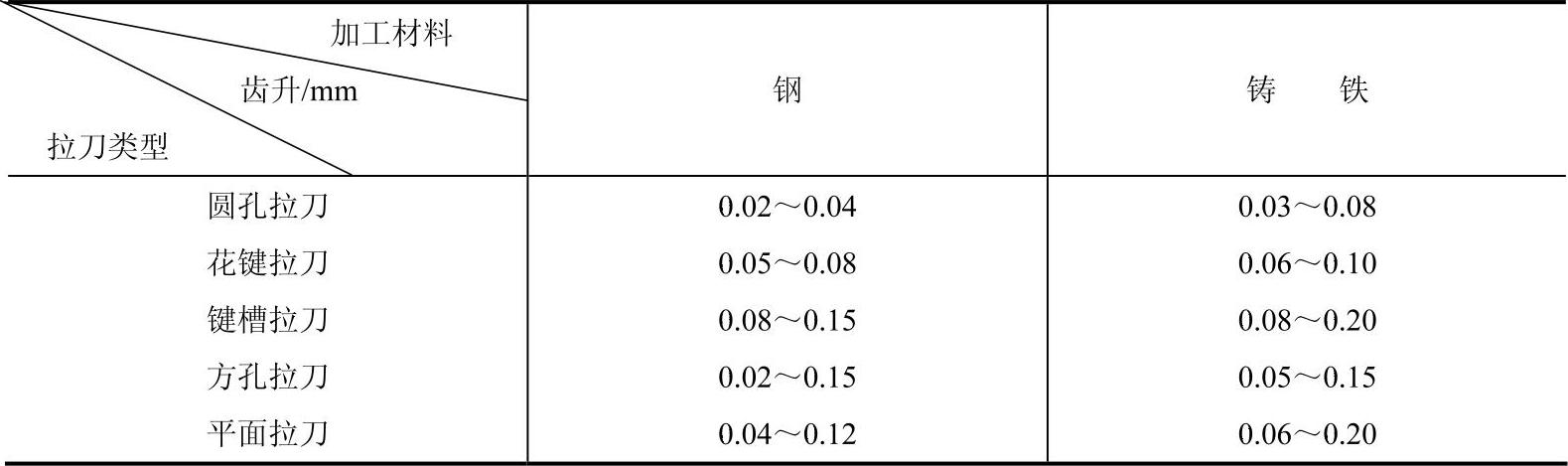
齿升一般按表10-1选取。
表10-1 齿升
拉刀切削部分的前面一段是粗切齿,后面2~5个齿是精切齿。粗切齿的齿升量一般都相等,而精切齿的齿升是由前向递减的,这是为了使精切齿上的负荷逐渐减少,使工件在加工过程中保持平稳。