8.1.2 键槽深的测量
主要是对槽的宽度、深度以及相对位置进行检验。当槽的尺寸精度要求较低时,可用钢直尺测量;当槽的尺寸精度要求较高时,可用游标卡尺、深度游标卡尺以及内卡钳与千分尺配合来测量。在成批生产中,通常用卡板或塞规来检验。
轴上键槽的深度,通常是以槽底到圆柱表面的距离E来表示的(图8-3)。这时通槽的深度E,可以用游标卡尺直接测量。但对两端不通的键槽就无法直接测量。一般可采用如下两种间接测量方法:
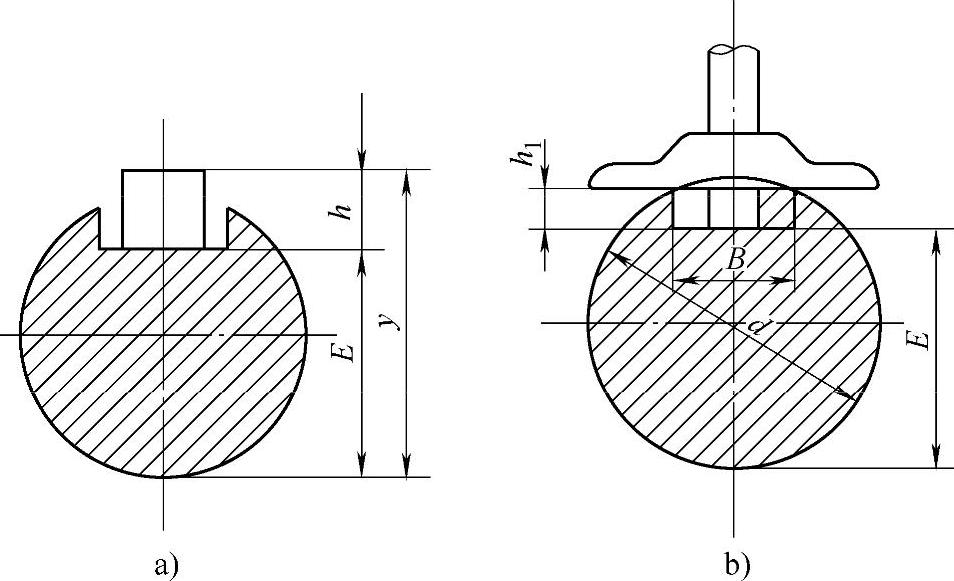
图8-3 键槽深度的检验
a)槽内放置量块 b)深度游标卡尺测量
1)在槽内放置一块已知高度h的量块,然后用游标卡尺测量从量块上平面到圆柱表面的距离y,则槽底面到圆柱表面的距离E为
E=y−h
2)用深度游标卡尺测量键槽的深度h1,则槽底面到圆柱表面的距离E为
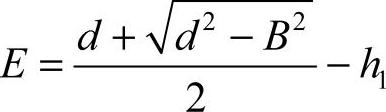
式中 d——轴的直径(mm);
B——键槽的宽度(mm)。