7.4.2铰圆锥孔的计算
铰圆锥孔时由于铰削量大,如果铰深孔,可采用下列方法:
1)把底孔钻成阶梯形,如图7-9所示。其余各段钻孔直径可由下式求得:

式中 k——锥孔的锥度;
l——分段长度(mm);
D——所求底孔直径(mm);
d——锥孔各段小端底孔直径(mm)。
2)粗、中、细一组的铰刀,先用粗铰刀铰,再用中粗铰刀,到接近要求尺寸时改用细铰刀。
3)对1:50较深锥孔的钢件材料,也可用已报废的同规格铰刀,将各相邻刀齿间隔地用砂轮磨出若干断屑槽作为粗铰刀进行锥孔粗铰,到接近要求尺寸时,再改用好的铰刀,这样可提高锥孔铰削速度。
锥孔质量用相配的锥销来检查。一般用手按紧时,其头部应高于工件表面2~3mm,接触面积应大于65%。
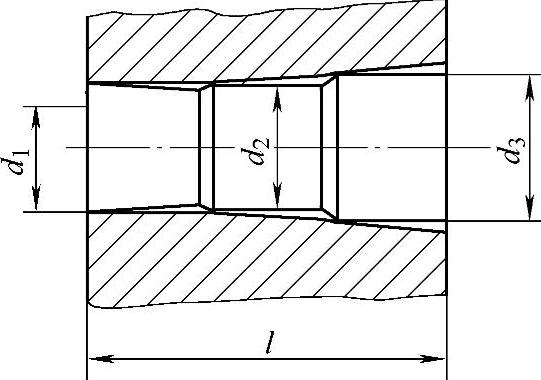
图7-9 钻阶梯孔