4.3.1 铣圆柱齿轮的盘铣刀
2025年10月13日
4.3.1 铣圆柱齿轮的盘铣刀
齿轮加工的基本要求是保证分齿均匀和齿形正确。在铣床上加工齿轮,分齿均匀是靠齿坯安装及分度头分度来保证的,而齿形则主要由铣刀廓形来保证。
对于常用的渐开线齿轮来说,由渐开线的性质可知,渐开线形状和基圆的直径有关,即模数相同而齿数不同的齿轮,其基圆直径也不同。因此,从理论上来说,对模数相同而齿数不同的齿轮都要设计专用的齿轮铣刀,这样既不经济,也无必要。在实际生产中,为了减少铣刀数量,通常将齿数接近的几个齿轮用相同的一把铣刀去加工。加工压力角为20°的直齿渐开线圆柱齿轮用的盘形齿轮铣刀已经标准化,根据JB/T 7970.1—1999规定,模数m=0.3~8mm时,每种模数的铣刀由8把组成一套;当模数m=9~16mm时,每种模数的铣刀由15把组成一套。一套铣刀中的每把都有一个刀号,实际使用根据被加工齿轮的齿数予以选择,参见表4-10、表4-11。
表4-10 一组8把的模数铣刀所铣齿轮的齿数

表4-11 一组15把的模数铣刀所铣齿轮的齿数
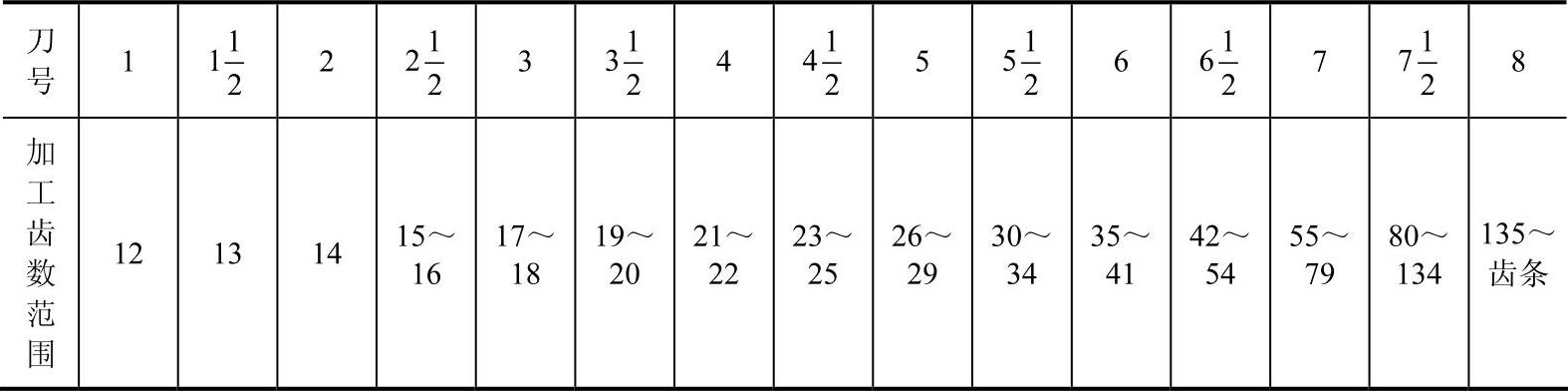
上面两表中各把铣刀的齿形,是根据该铣刀所加工的最小齿数的齿轮齿槽来设计的。