2.7L发动机(2005款起300C,2008款起铂锐装备)
1.正时链单元分解
(1)发动机主正时链单元分解图如图3-14所示。
1)系统包括主正时链条5,又称第一传动链)和第二正时链条(又称第二传动链)。
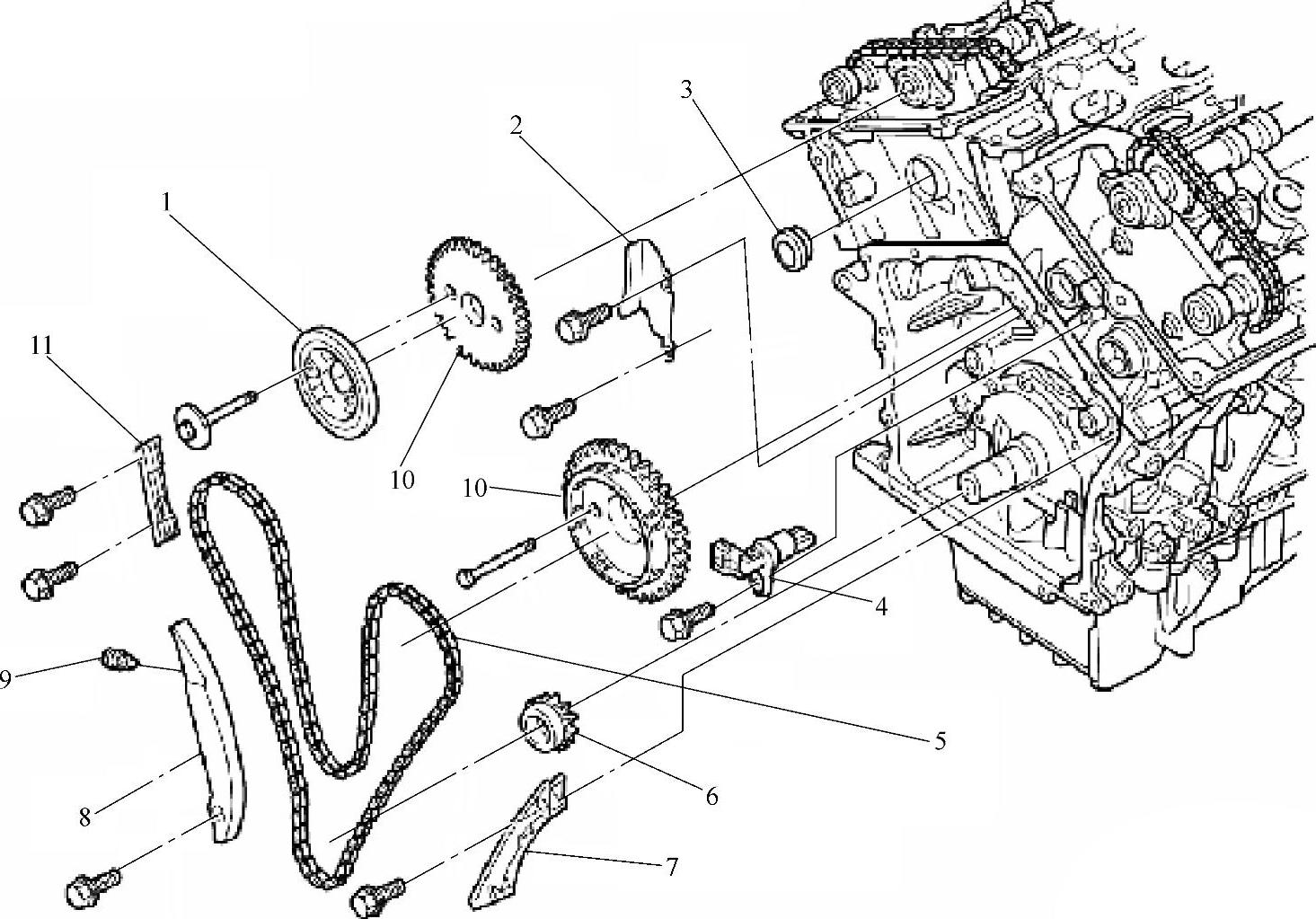
图3-14 发动机主正时链单元分解图
1—带轮 2—挡板兼链条导轨 3—堵塞 4—曲轴位置传感器 5—主正时链条 6—曲轴链轮 7、11—正时链导轨 8—张紧器臂 9—张紧器 10—凸轮轴正时链轮
2)主正时链条5由三个固定的链条导轨(2、7、11)和一个枢轴的张紧器臂8控制。
3)为了张紧第一链条,使用一个完全自动弹簧加载、发动机机油供液、液压控制的张紧器9。张紧器9安装在右气缸盖(带接触枢轴张紧器臂的柱塞)上。当链条磨损时,在张紧器中的一个机械棘轮机构防止发动机起动时链条过松。张紧器设计带有一个内部储油器以确保低噪声性能(即使在油压到达张紧器前就起动发动机时)。
4)为了润滑第一链条,利用机油泵前面的机油渗漏。这些机油散落在曲轴链轮上,然后被链条携带遍及整个第一传动装置。
(2)第二正时链单元分解图如图3-15所示。
1)第二正时链传动系统使用两条传统的滚子链条,每一气缸到处一条。第二正时链11的主要作用是在进气凸轮轴和排气凸轮轴之间提供机械传动连接。
2)两个进气和排气凸轮轴的链轮是过盈配合的,并只能与凸轮轴作为一个总成来维修。第二正时链单元分解如图3-15所示。
3)为了张紧第二链条,一个弹簧加载、液压控制的张紧器7用于每一列链条,并连接到进气和排气凸轮轴之间的每个气缸盖。
4)张紧器7包括上、下链条导轨面。下导轨面直接连到张紧器的液压柱塞。并且,张紧器设计有一个内部储油器,以防止引起发动机起动时的噪声。
5)第二链条通过机油道(通过每个张紧器上的上导轨)润滑。
发动机正时时可以用下列步骤来检验:
1)拆下气缸盖罩。
2)转动发动机直到1缸在排气行程的上止点。
3)观看进气凸轮轴链轮正时标记。该标记应该与左、右两气缸列上的气缸盖罩密封面成90°。
4)如图3-16所示,从进气凸轮轴标记向着排气凸轮轴标记计算链节销。当进气凸轮轴和排气凸轮轴上的正时标记之间有12个链节销时,发动机正时正确。
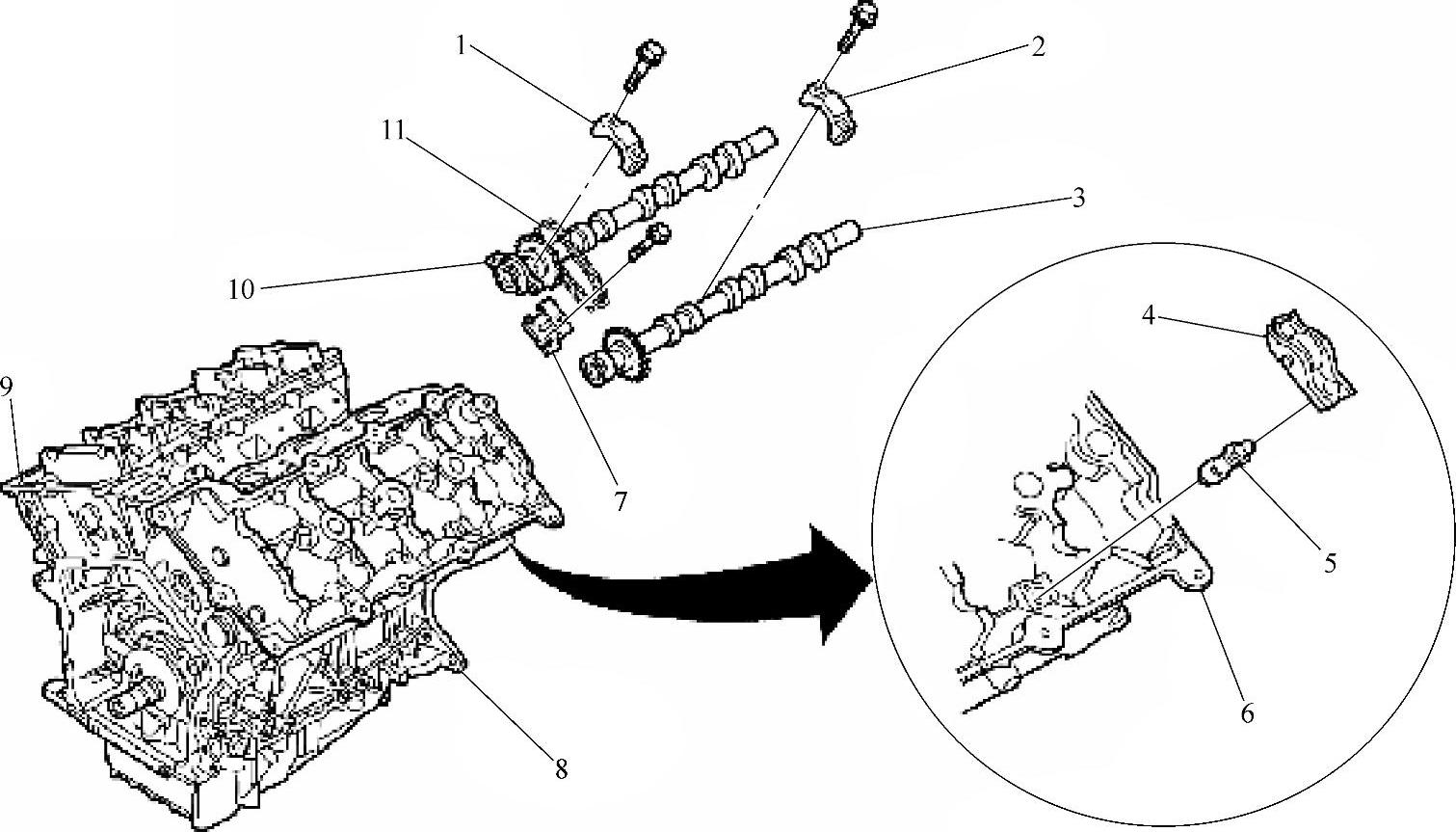
图3-15 第二正时链单元分解图
1—进气凸轮轴轴承盖 2—排气凸轮轴轴承盖 3—排气凸轮轴 4—摇臂 5—液压挺柱 6—左侧气缸盖 7—第二正时链张紧器 8—气缸体 9—右侧气缸盖 10—进气凸轮轴 11—第二正时链
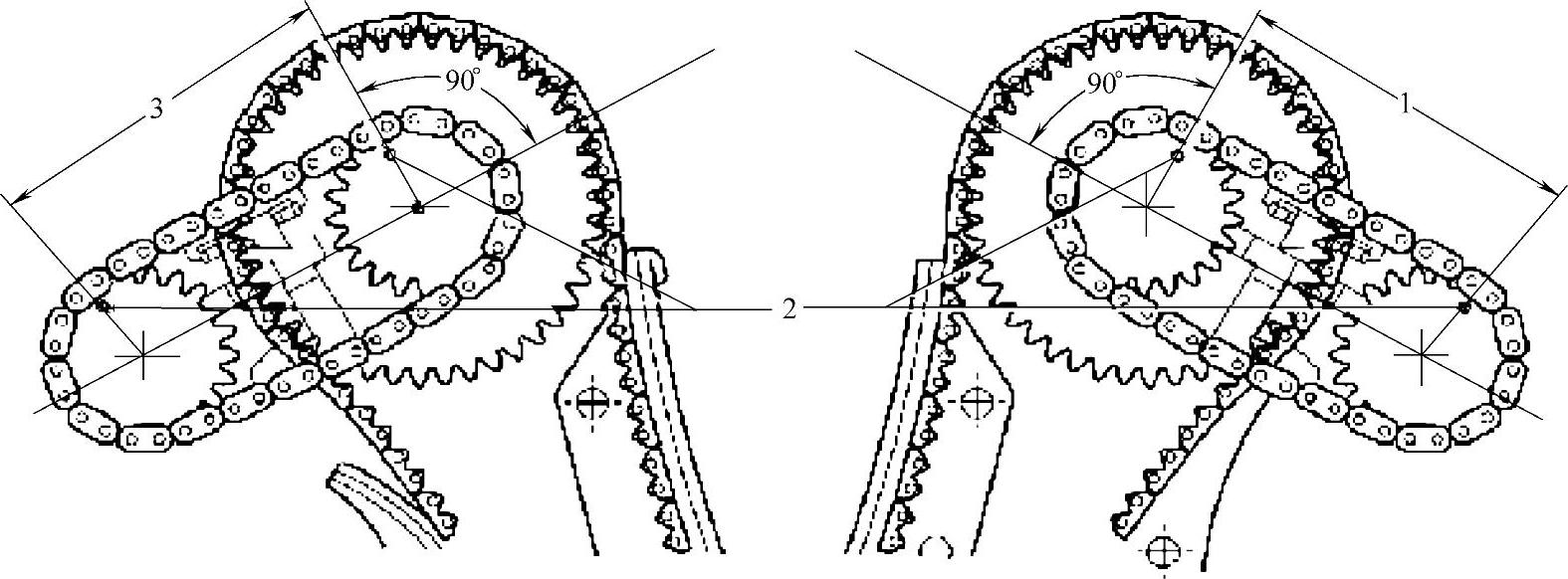
图3-16 正时校对图示
1—右侧第二正时链链间距 2—左侧第二正时链链间距 3—进气与排气凸轮轴正时标记
5)如果正时标记未正确对准,进行正时链和链轮检测程序。
2.正时链单元拆卸步骤
1)断开蓄电池负极电缆。
2)放空冷却液。
3)拆下上部进气歧管。
4)拆下气缸盖罩、曲轴扭转减振器和正时室盖。
注意:当对准正时标记时,必须靠转动曲轴来旋转发动机。没有这样做将导致气门和/或活塞损坏。
5)把曲轴链轮标记与机油泵壳的标记对齐。机油泵壳上的标记是在1缸上止点后60°位置,如图3-17所示。
注意:当拆卸正时传动链和静止安装气缸盖时,没有首先定位曲轴正确位置时切勿旋转凸轮轴或曲轴。不这样做将导致气门和/或活塞损坏。
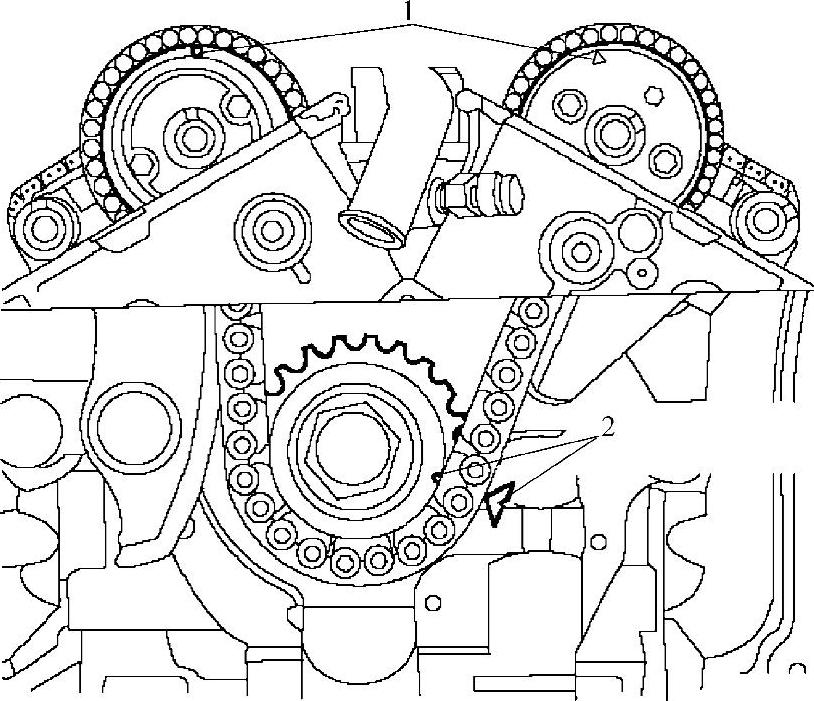
图3-17 对准正时标记
1—凸轮轴链轮正时标记 2—曲轴链轮正时标记
6)从右气缸盖拆下第一正时链张紧器定位盖2和张紧器1,如图3-18所示。
7)从左气缸盖断开并拆下凸轮轴位置传感器。
8)从气缸盖拆下正时链导轨检修螺塞。
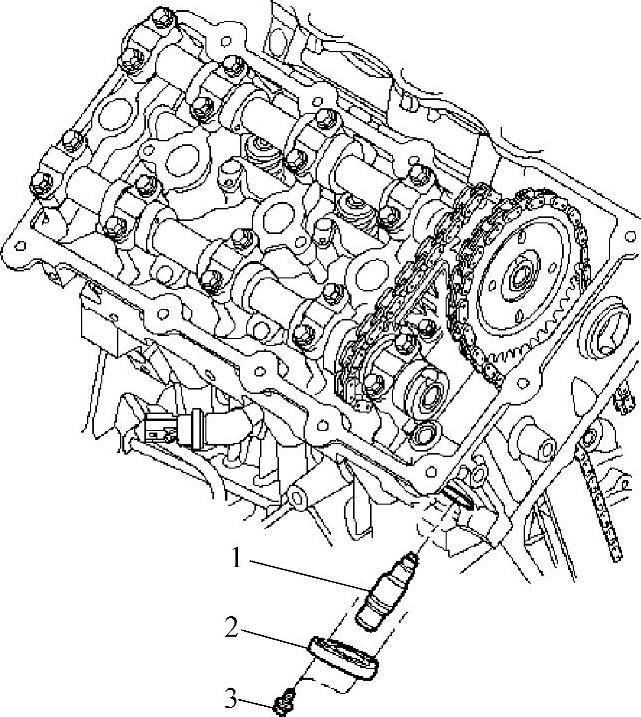
图3-18 拆下张紧器
1—张紧器 2—张紧器定位盖 3—定位盖紧固螺栓
注意:当拆下凸轮轴链轮螺栓后,凸轮轴只能以顺时针方向旋转。
9)从右凸轮轴链轮开始,拆下链轮固定螺栓。拆下凸轮轴减振器(如配备)和链轮。
10)拆下左侧凸轮轴链轮固定螺栓和链轮。
11)拆下下部链条导轨和张紧器臂。
12)拆下第一正时传动链。
13)正时链单元的拆卸过程,按图3-19所示进行。
3.正时链单元的安装步骤
以下安装步骤1)~13)步中提及的安装部件,其序号与图3-20对应。
1)检查所有链轮(4、9、11)和链条导轨(2、10)。如果磨损应更换。
2)安装右侧和左侧链条导轨。拧紧固定螺栓到28N·m(250lbf·in)。
3)把曲轴链轮正时标记与机油泵壳的标记对齐。
注意:在安装之前用发动机机油润滑链条和导轨。
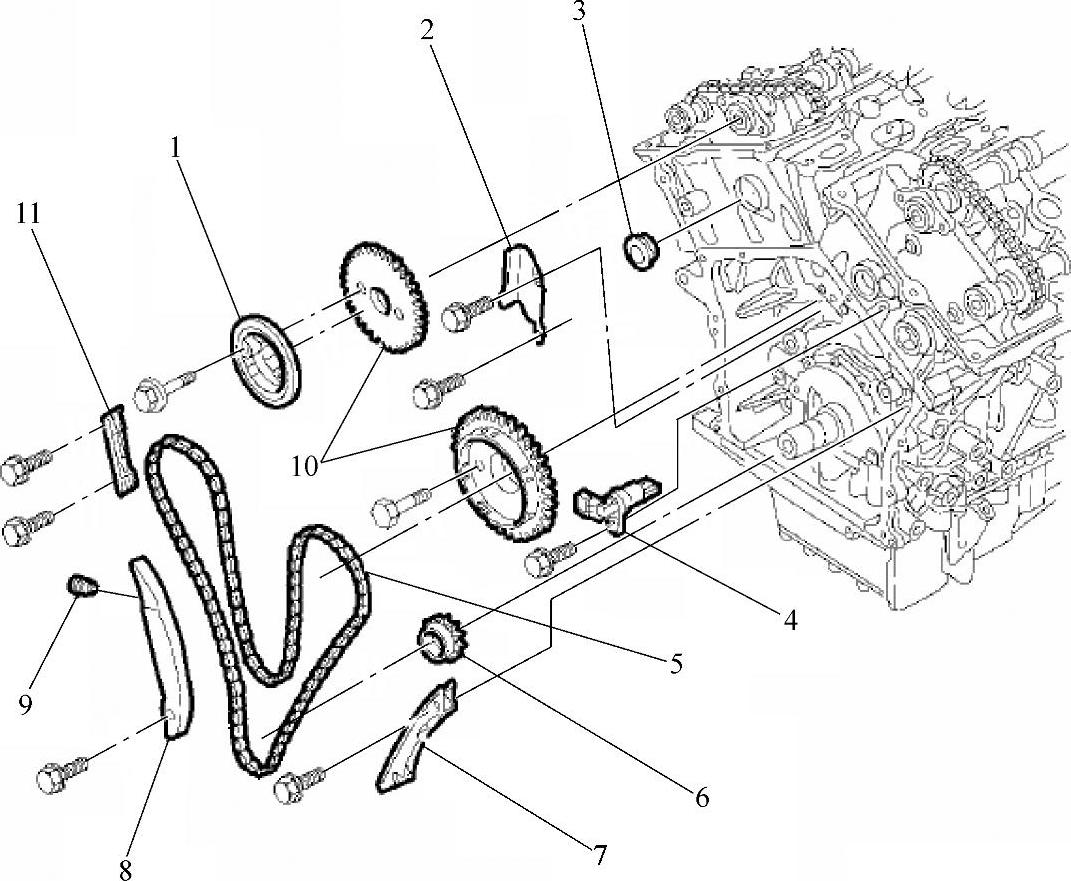
图3-19 正时链单元拆卸图解
1—带轮 2—挡板 3—堵头 4—曲轴位置传感器 5—主正时链条 6—曲轴链轮 7、11—导轨 8—张紧器臂 9—张紧器 10—凸轮轴链轮
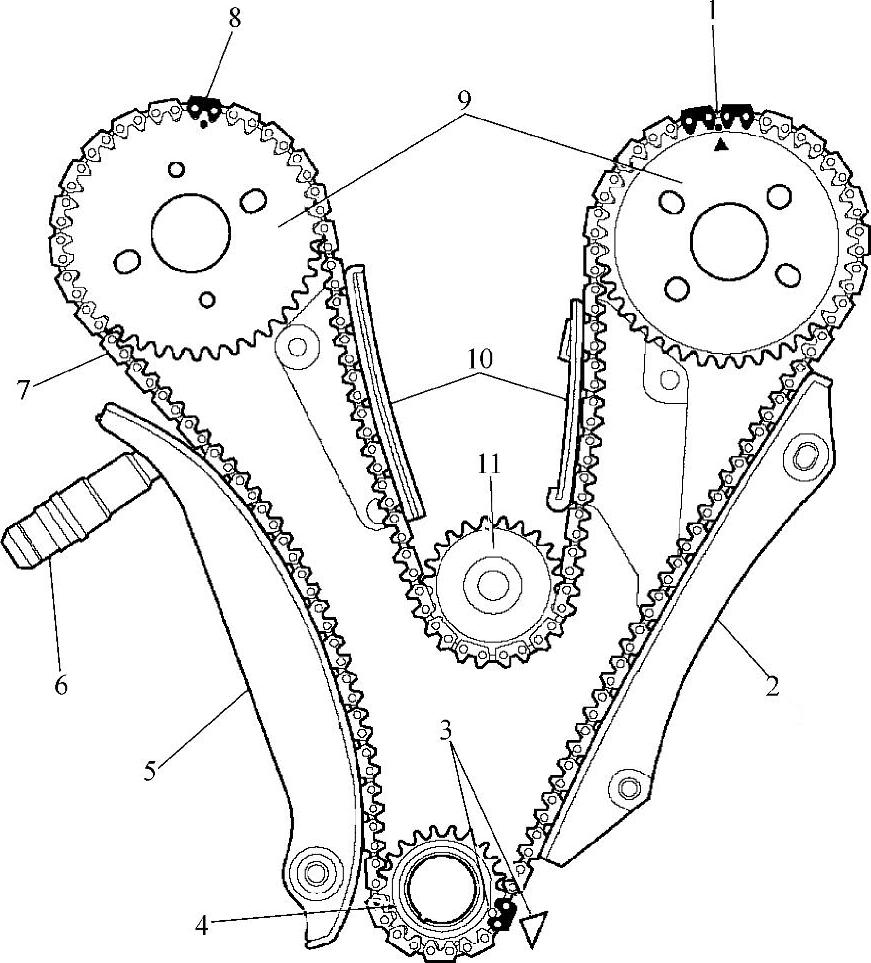
图3-20 正时链单元安装图示
1—左侧正时链标记 2、10—导轨 3—曲轴链轮正时标记 4—曲轴链轮 5—张紧器臂 6—张紧器 7—正时链条 8—右正时链轮安装标记 9—凸轮轴正时链轮11—机油泵链轮
4)把左侧第一链轮置于链条上,确保正时标记位于两个(电镀的)正时链节1之间位置。
5)通过左气缸盖开口放低第一链条与左侧链轮。
注意:安装期间可以允许凸轮轴链轮松松地套在凸轮轴轴套上。
6)宽松地把左侧凸轮轴链轮置于凸轮轴轮毂上。
7)把正时链节(电镀的)与曲轴链轮正时标记3对齐。
8)把第一链条置于水泵传动链轮上。
9)把右凸轮轴链轮正时标记与正时链上的正时(电镀的)链节8对齐,并宽松地置于凸轮轴轮毂上。
10)核对所有正时链节(电镀的)是否与所有链轮上的正时标记正确对齐。
11)安装左侧下部链条导轨2和张紧器臂5。拧紧固定螺栓到28N·m(250lbf·in)。
注意:在安装之前检查链条导轨检修螺塞上的O形圈。根据需要更换O形圈。
12)把链条导轨检修螺塞安装到气缸盖上。拧紧螺塞到20N·m(15lbf·ft)。
注意:为了重调第一正时链张紧器,首先必须从张紧器的清除发动机机油。
13)使用下列步骤从正时链张紧器清除机油:
① 把张紧器1的止回阀球2放入专用工具3(8186)的浅端,如图3-21所示。
② 使用手的压力,慢慢压张紧器直到机油从张紧器中清除,如图3-21所示。
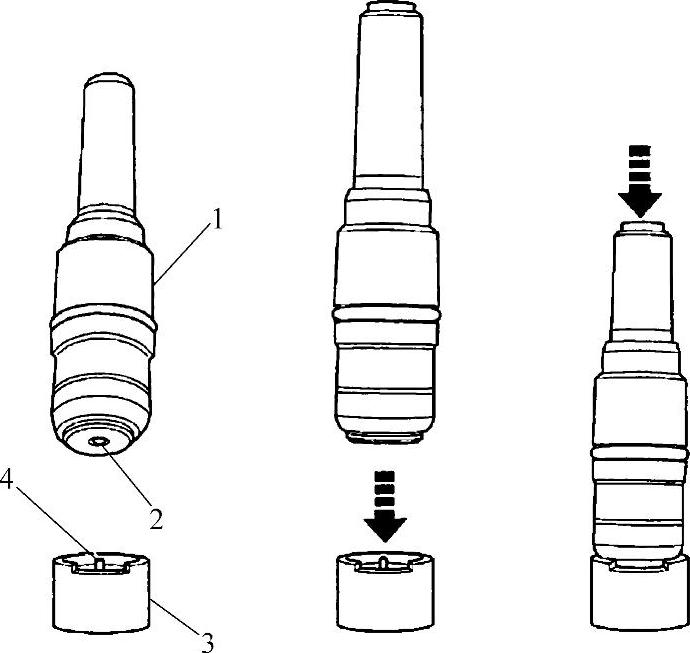
图3-21 清除张紧器机油
1—张紧器 2—止回阀球 3—专用工具 4—油缸柱塞
14)使用下列步骤重调正时链张紧器:
① 把油缸柱塞4放入专用工具3(8186)的较深端,如图3-21所示。
② 向下施力直到张紧器被重调。
注意:如果未首先从张紧器清除机油,则稍微使用手压力帮助专用工具8186的中间臂销微微抬起张紧器的止回阀球。
注意:确保张紧器正确重调。张紧器体必须底部对着专用工具8186的上边缘。没有正确执行重调步骤可能引起张紧器卡住,如图3-22所示。
注意:检查张紧器O形圈是否有刻痕或切口,并确保卡环1正确安装,必要时更换,如图3-22所示。
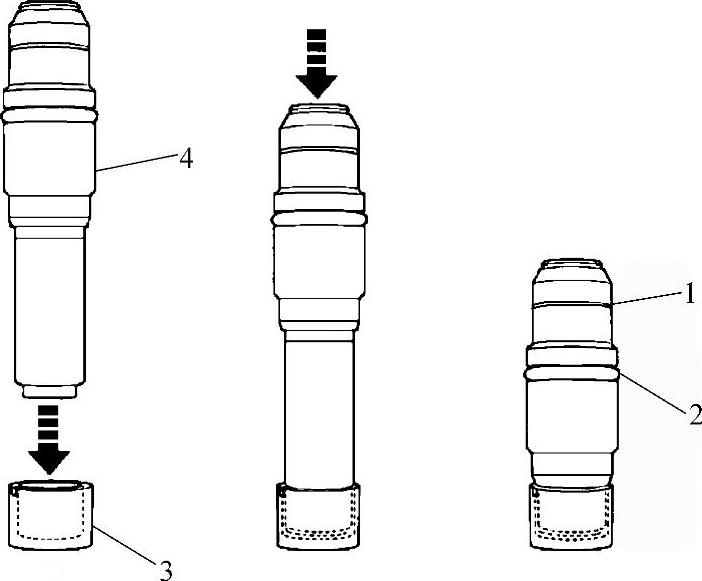
图3-22 调节张紧器
1—卡环 2—O形圈 3—专用工具 4—张紧器体
15)把重调的链条张紧器装入右气缸盖。
16)安置张紧器挡扳并拧紧螺栓到12N·m(105lbf·in)。
17)从气缸右列开始,首先将凸轮轴减振器(如果配备)置于凸轮轴轮毂上,然后把一个3/8in带断电器条的方形驱动扩张器插入凸轮轴轮毂。转动凸轮轴直到凸轮轴轮毂与凸轮轴链轮和减振器安装孔对齐。安装链轮固定螺栓并拧紧到28N·m(250lbf·in)。
18)用3/8in带断电器条的方形驱动扩张器插入进气凸轮轴轮毂来转动左侧凸轮轴,转动凸轮轴直到链轮固定螺栓能够安装。拧紧链轮螺栓到28N·m(250lbf·in)。
19)如果需要,稍稍顺时针转动发动机曲轴以消除正时链松弛。
20)用一个平口撬动工具渐渐把张紧器臂稍稍撬向张紧器。然后松开张紧器臂。验证张紧器活动(伸展)范围。
21)安装凸轮轴位置传感器和连接电气插接器。
22)安装正时链室盖、曲轴扭转减振器和气缸盖罩。
23)安装上部进气歧管。
注意:重调的张紧器安装后,发动机初次起动后会出现噪声。这种噪声通常会在5~10s内消失。
24)加注冷却系统。
25)连接蓄电池负极电缆。