SQR481A 2.0L柴油发动机(2006—2010款威麟V5装备)
1.正时带单元构成
发动机正时带单元安装图如图11-4所示。
2.正时带单元拆卸方法
1)用10#套筒拆卸5个螺栓(M6×24),取下前盖上体。注意:安装时,拧紧力矩(8+3)N·m。
2)用10#套筒拆卸6个螺栓(M6×24),取下前盖下体。注意:安装时,拧紧力矩(8+3)N·m。
3)用22#梅花扳手套在固定曲轴正时齿轮的螺栓上,转动曲轴,使得曲轴正时齿轮上的横线记号与缸体下框架的接触右平面线对齐,如图11-5所示。
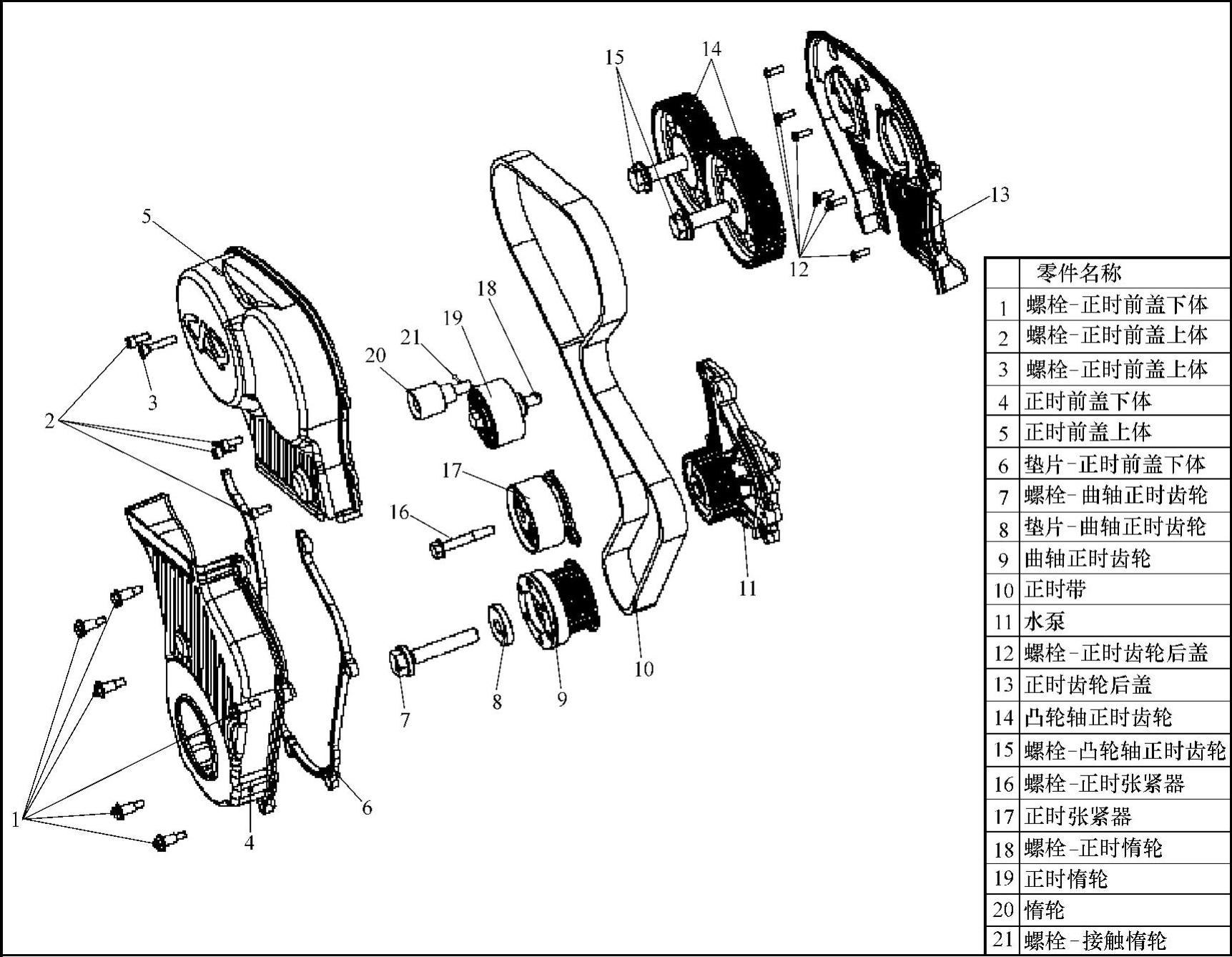
图11-1 正时带单元分解

图11-2 拧下螺栓
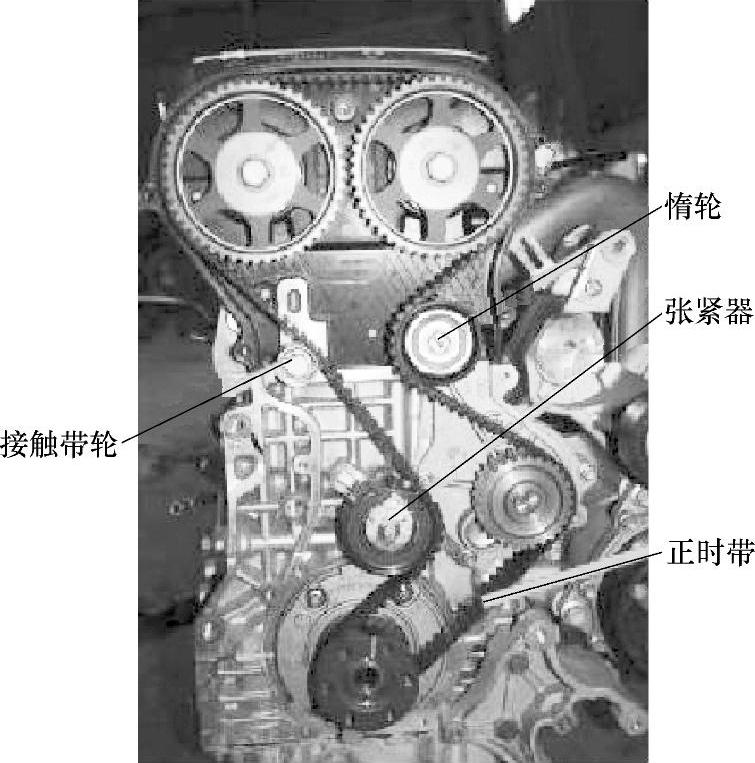
图11-3 正时带安装图
4)把专用工具(编号:CH-20111)上的凸出部位卡在排气凸轮轴后端的槽口中,如图11-6所示,用1个螺栓(固定真空泵的3螺栓中任1个)把专用工具紧固在缸盖上。若专用工具上的凸出部位不能卡在排气凸轮轴后端的槽口中,如图11-7所示。则再转动曲轴一周后,再安装上专用工具。
5)用专用工具(编号:CH-20110)与飞轮的齿圈啮合,如图11-8所示,用发动机与离合器壳体连接的2个螺栓穿过专用工具的2个孔,与缸体连接,用15#套筒拧紧这2个螺栓。
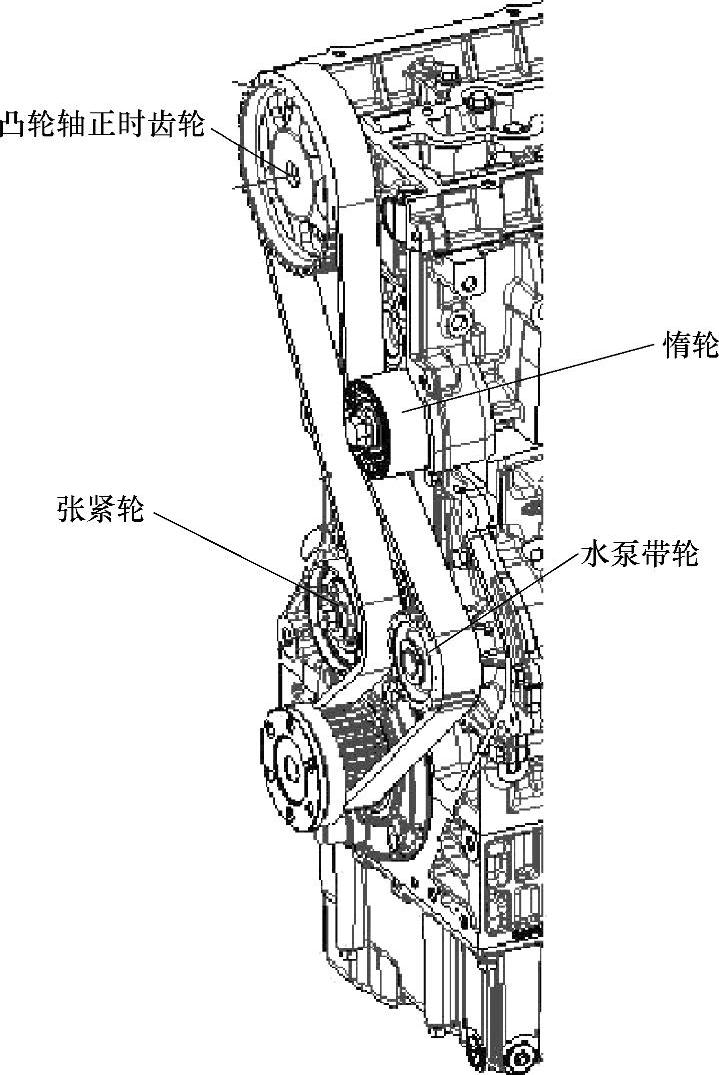
图11-4 发动机正时带单元安装图

图11-5 正时标记对正图
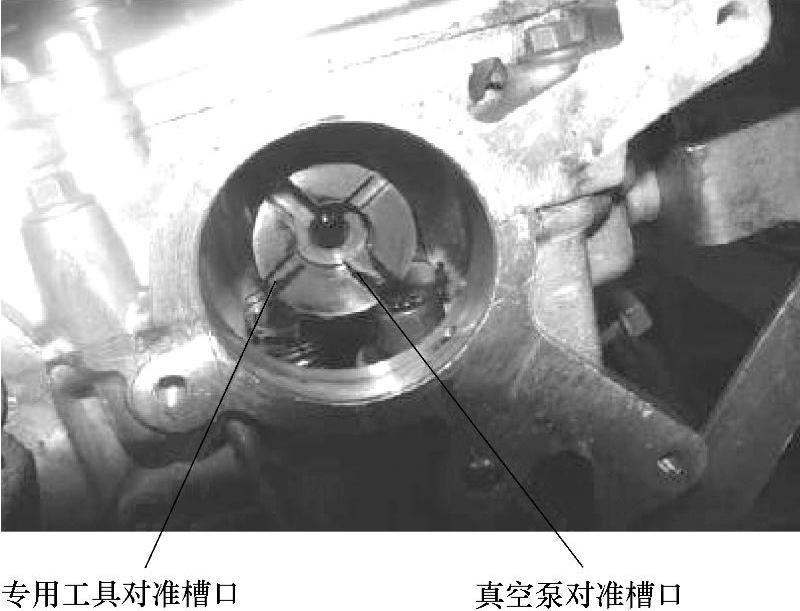
图11-6 专用工具使用(一)

图11-7 专用工具的使用(二)
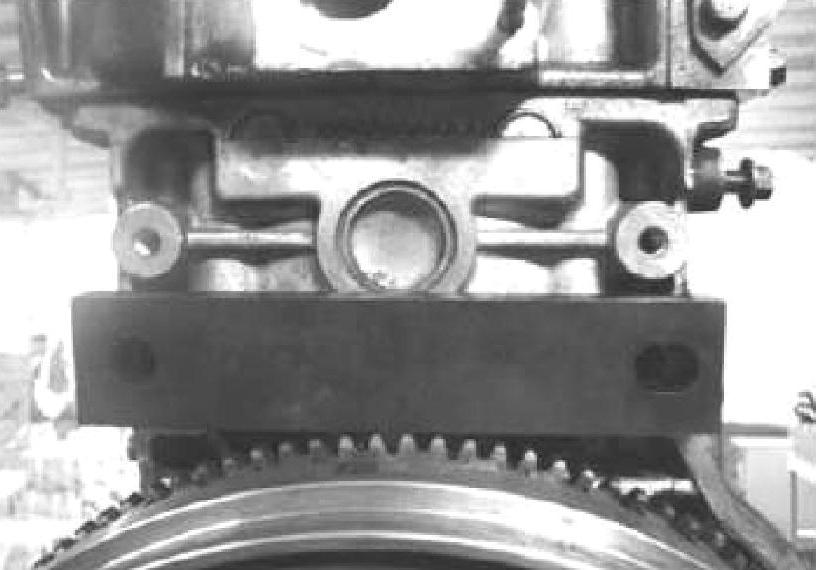
图11-8 专用工具的使用
6)用10#套筒稍许旋松张紧轮上的固定螺栓(图11-9中箭头所指)后,用6mm的内六角扳手转动张紧轮,使得正时带松弛,取下正时带,卸下张紧轮,如图11-9所示。
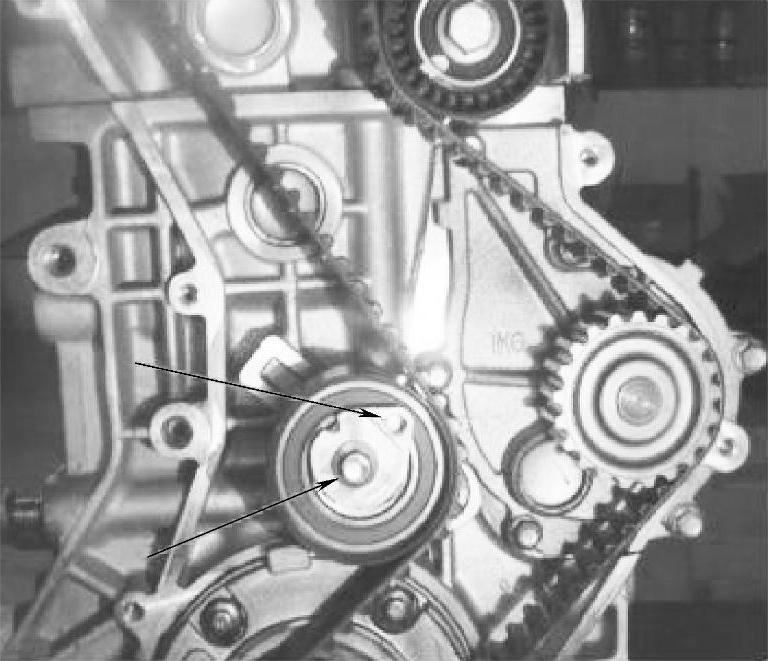
图11-9 取下正时带张紧轮
7)用15#套筒拆卸惰轮上的螺栓(图11-10中箭头所指),取下惰轮,如图11-10所示。注意:安装时拧紧力矩为(35±5)N·m。
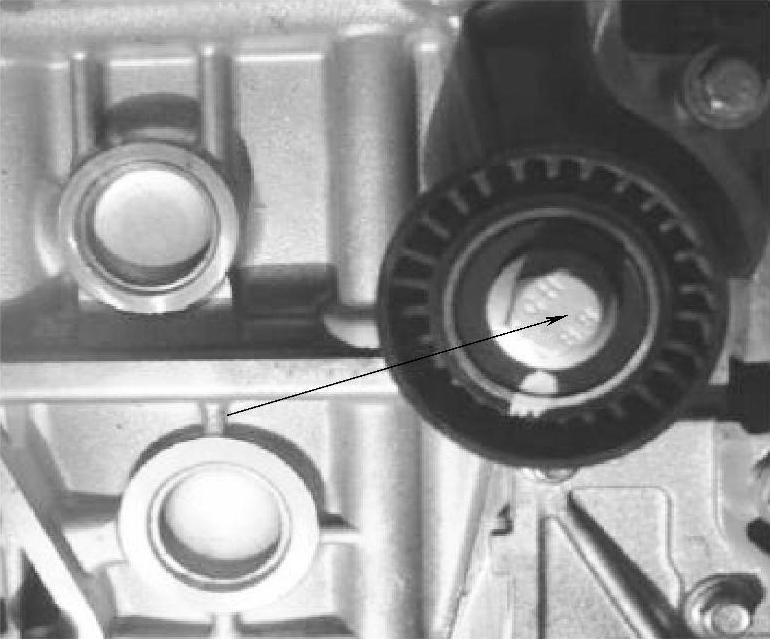
图11-10 取下惰轮
8)用10#套筒拆卸缸体与水泵相连的6个螺栓(图11-11中箭头所指),取下水泵和垫片,如图11-11所示。注意:安装时拧紧力矩为11N·m。
9)用22#套筒拆卸曲轴正时齿轮的固定螺栓后,取下螺栓和垫片,再取下曲轴正时齿轮和键。注意:安装时,将半圆键装到位(只允许用铜棒或橡胶锤敲打)。最后装曲轴正时齿轮,用1只M14的六角头螺栓及垫片紧固,用22#套筒,第一步拧紧力矩:(100±10)N·m,第二步旋转角度:120°±10°。
10)用8#内六角的套筒拆卸固定飞轮的6个螺栓。

图11-11 拆卸水泵
注意:安装时拧紧力矩为(35±5)N·m,再拧紧45°±5°。
11)卸下专用工具(编号:CH-20110),取下飞轮总成。
3.正时带单元安装步骤
安装的步骤请参考拆卸步骤反序进行,这里仅详细介绍正时带的安装。
1)装配好缸盖,这里提及3点:
① 进气凸轮轴和排气凸轮轴装配时,进气凸轮轴和排气凸轮轴的前端齿轮的记号要对齐,如图11-12所示。
② 在凸轮轴正时齿轮装配好后,用22#梅花扳手或套筒转动凸轮轴至合适位置;
③ 把专用工具(编号:CH-20112)安装到位。
2)把惰轮、水泵、凸轮轴正时齿轮、曲轴正时齿轮按规定力矩装配好。
3)用22#梅花扳手套在固定曲轴正时齿轮的螺栓上,转动曲轴,使得曲轴正时齿轮上的横线记号与缸体下框架的接触右平面线对齐。
4)用17#套筒,连同垫片,把螺塞从曲轴定位孔处卸下。
5)用专用工具(编号:CH-20003)插入靠近飞轮的缸体上的孔后,旋转该工具正好顶住曲轴曲拐上的孔后,旋紧。
6)用手稍许旋紧张紧器中心螺栓,但是不能固定死张紧器。
7)装上正时带。
8)用10#套筒固定住该中心螺栓,再用6mm的内六角扳手顺时针旋转张紧轮(这时要避免在顺时针旋转张紧轮时已经固定死张紧轮的中心螺栓)。调节张紧器:首先使张紧轮的指针指向位置A,再逆时针回到位置C,最后旋转该指针到张紧轮U形缺口中(尽可能使指针位于张紧轮U形缺口的正中间),使得张紧轮上的指针位于U形槽豁口中间位置,此时内六角扳手固定不动,用扭矩扳手以(27±2.7)N·m的力矩拧紧张紧轮中心螺栓(这时要确保张紧轮指针没有位移),如图11-13所示。
9)卸下凸轮轴定位专用工具(编号:CH-20111)和曲轴定位专用工具(编号:CH-20003),用22#梅花扳手套在固定曲轴正时齿轮的螺母上,顺时针转动曲轴,转动曲轴4圈左右,检查张紧轮上的指针是否位于U形槽豁口中间位置。若不位于U形槽豁口中间位置,则重新安装正时带张紧器总成和正时带;若位于U形槽豁口中间位置,则进行下步,如图11-13所示。
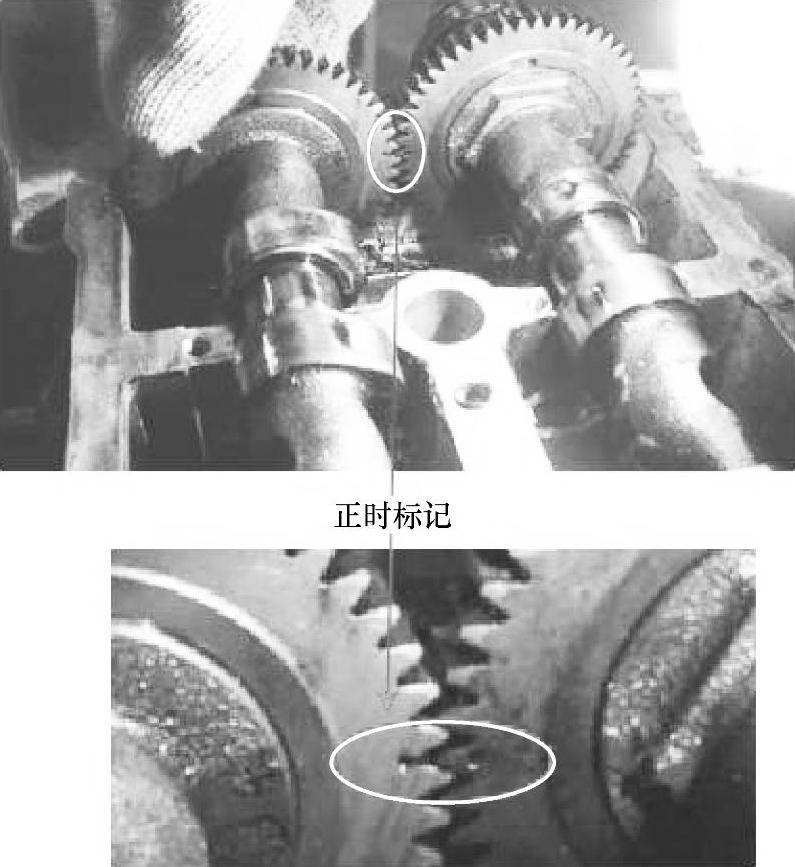
图11-12 对齐凸轮轴正时标记
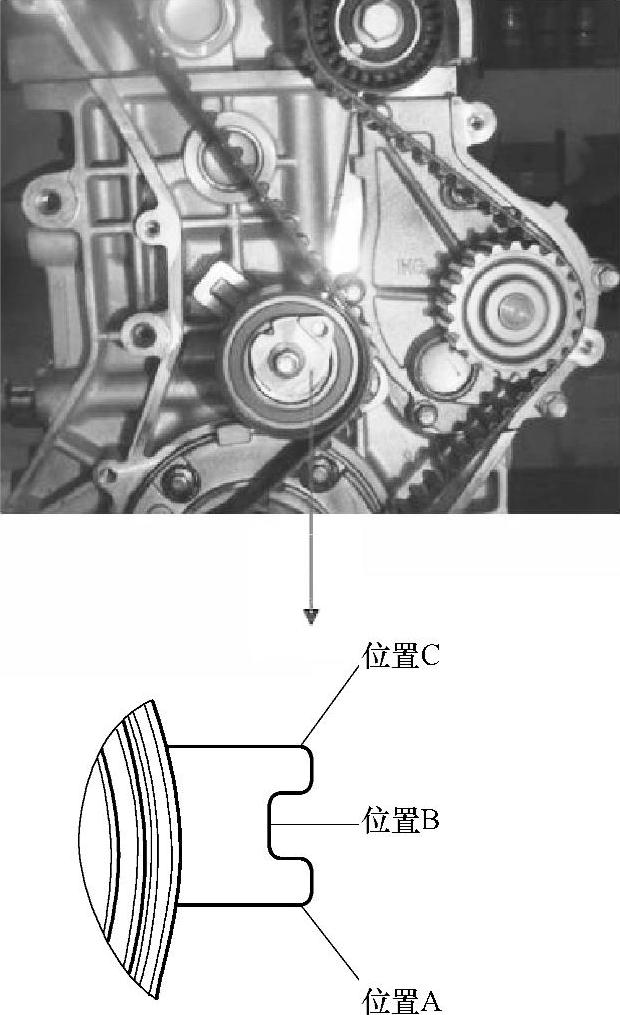
图11-13 张紧轮的安装
10)用17#套筒,连同垫片,把螺塞安装在曲轴定位孔内,拧紧力矩为(25±3)N·m。