如何进行錾削?
用锤子打击錾子对金属工件进行切削加工的方法,叫錾削,又称凿削。它的工作范围主要是去除毛坯上的凸缘、毛刺、分割材料、錾削平面、开槽以及对金属表面进行粗加工等。
钳工常用的錾子有阔錾(扁錾)、狭錾(尖錾)、油槽錾和扁冲錾4种(图3-19)。
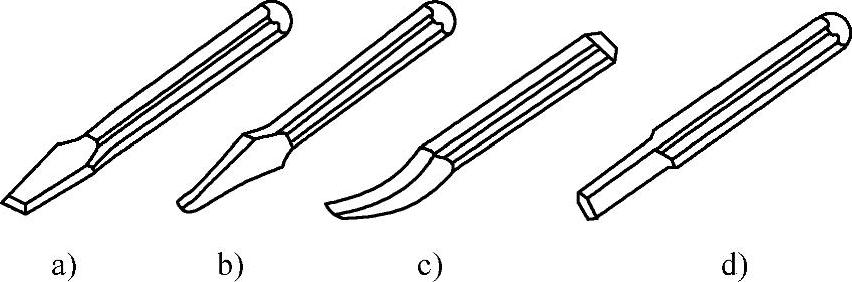
图3-19 常用錾子
a)阔錾 b)狭錾 c)油槽錾 d)扁冲錾
(1)手锤的握法(图3-20)
1)紧握法:用右手五指紧握锤柄,大拇指合在食指上,虎口对准锤头方向(木柄椭圆的长轴方向),木柄尾部露出15~30mm。在挥锤和锤击过程中,五指始终紧握。
2)松握法:始终只用大拇指和食指握紧手柄。在挥锤时,小指、无名指、中指依次放松;在锤击时,又以相反的方向依次收拢握紧。这种握法手不易疲劳,且锤击力大。
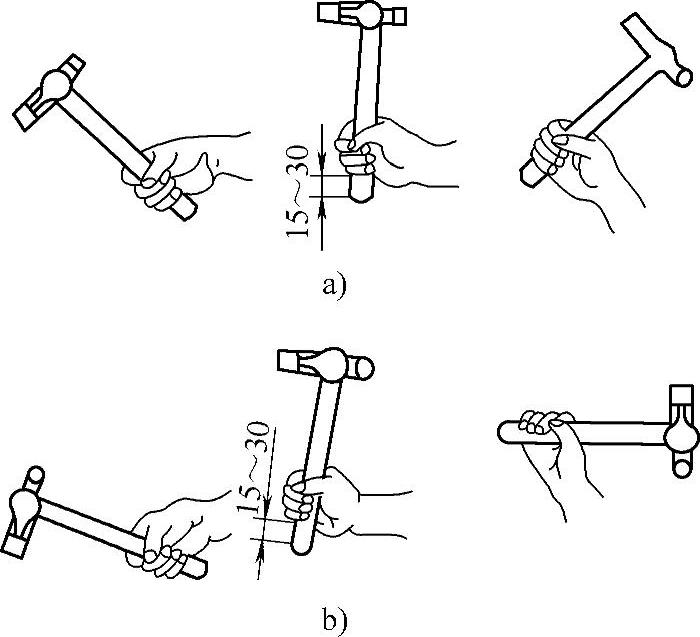
图3-20 手锤的握法
a)松握法 b)紧握法
(2)錾子的握法(图3-21)
1)正握法:手心向下,腕部伸直,用中指、无名指握住錾子,小指自然合拢,食指和大拇指自然伸直地松靠,錾子头部伸出约20mm。
2)反握法:手心向上,手指自然捏住錾子,手掌悬空。
(3)站立姿势(图3-22) 身体与台虎钳中心线大致呈45°角,且略向前倾,左脚跨前半步,膝盖处稍有弯曲,保持自然,右脚站稳伸直,不要过于用力。
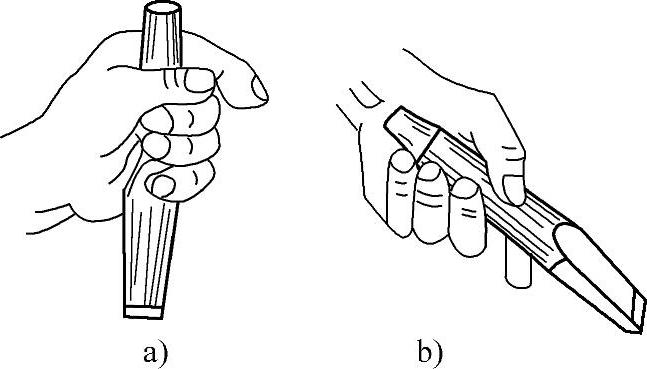
图3-21 錾子的握法(https://www.daowen.com)
a)正握法 b)反握法
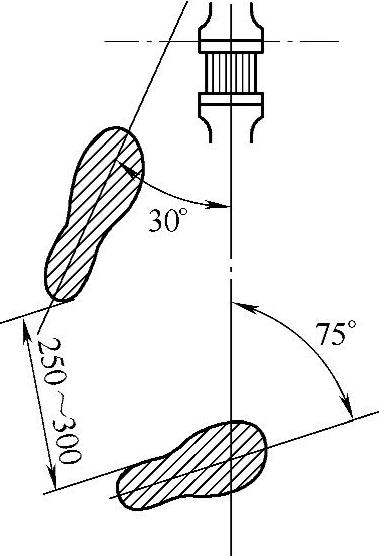
图3-22 站立姿势
(4)挥锤方法 挥锤有腕挥、肘挥和臂挥3种方法。
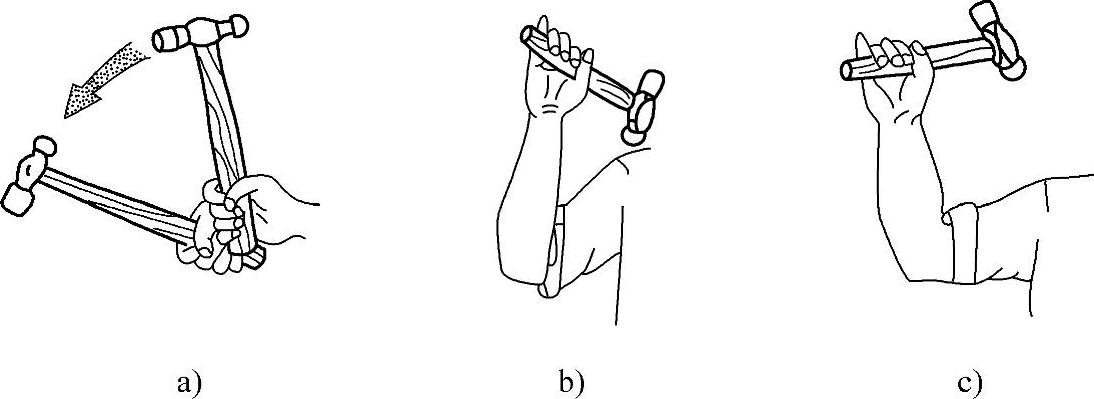
图3-23 挥锤方法
a)腕挥 b)肘挥 c)臂挥
1)如图3-23a所示,腕挥是仅用手腕的动作来进行锤击运动,采用紧握法握锤,一般仅用于錾削余量较少及錾削开始或结尾。
2)如图3-23b所示,肘挥是用手腕与肘部一起挥动作锤击运动,采用松握法握锤,因挥动幅度较大,锤击力大,应用最广。
3)如图3-23c所示,臂挥是手腕、肘和全臂一起挥动,其锤击力最大,用于需大力錾削的工件。
(5)锤击速度 錾削时的锤击稳、准、狠,其动作要一下一下有节奏地进行,一般肘挥时约40次/min,腕挥50次/min。手锤敲下去应具有加速度,以增加锤击的力量。
(6)锤击要领
1)挥锤:肘收臂提,举锤过肩,手腕后弓,三指微松,锤面朝天,稍停瞬间。
2)锤击:目视錾刃,臂肘齐下,收紧三指,手腕加劲,锤錾一线,锤走弧形,左脚着力,右腿伸直。
3)要求:稳——速度节奏40次/min,准——命中率高,狠——锤击有力。
以錾削平面为例,錾削平面时使用扁錾,每次錾削的余量为0.5~2mm。起錾时,从工件的边缘的尖角处入手,用锤子轻敲錾子,錾子便容易切入材料。起錾后,把錾子逐渐移向中间,使切削刃的全宽参与切削。当錾削快到尽头,与尽头相距10mm时,应调头錾削,否则尽头的材料会崩裂。