曲轴耗损有什么特点?如何检测?
(1)耗损特点 曲轴的损伤形式主要有磨损、变形、裂纹甚至断裂。
磨损主要发生在曲轴主轴颈和连杆轴颈的部位,且磨损是不均匀的,有一定规律性的。主轴颈和连杆轴颈径向最大磨损部位相互对应,即各主轴颈的最大磨损靠近连杆轴颈一侧;而连杆轴颈的最大磨损部位在主轴颈一侧。另外,曲轴轴颈沿轴向还有锥形磨损,与连杆轴颈油道的油流相背的一侧磨损严重。各轴颈不同方向的磨损,导致主轴颈同轴度破坏,容易造成曲轴断裂。
变形的方式主要是弯曲和扭曲,是由于使用和修理不当造成的。如发动机在爆燃和超负荷等条件下工作;个别气缸不工作或工作不均衡;各道主轴承松紧度不一致等,都会造成曲轴承载后的弯曲变形。扭曲变形主要是烧瓦和个别活塞卡缸造成的。
裂纹多发生在曲柄与轴颈之间的过渡圆角处以及油孔处,多由应力集中引起。前者是横向裂纹,危害极大,严重时造成曲轴断裂;后者为轴向裂纹,沿斜置油孔的锐边轴向发展,必要时也应更换曲轴。
(2)测量方法 曲轴轴颈磨损情况的检验,主要是用外径千分尺测量轴颈的直径、圆度误差和圆柱度误差。一般根据圆柱度误差确定轴颈是否需要修磨,同时也可确定修理尺寸。
测量通常是按磨损规律进行的,先在轴颈磨损最大的部位测量,找出最小直径,然后在轴颈磨损最小的部位测量,找到最大直径。主轴颈和连杆轴颈磨损后,其圆度、圆柱度误差超出标准要求时,应进行曲轴的光磨修理。
检验弯曲变形应以两端主轴颈的公共轴线为基准,检查中间主轴颈的径向圆跳动误差,如图3-34所示。检验时,将曲轴两端主轴颈分别放置在检验平板的V形架上,将百分表触头垂直地抵在中间主轴颈上,慢慢转动曲轴一圈,百分表指针所指示的最大读数与最小读数之差,即为中间主轴颈的径向圆跳动误差值。(https://www.daowen.com)
裂纹的检验方法有磁力探伤法和浸油敲击法。
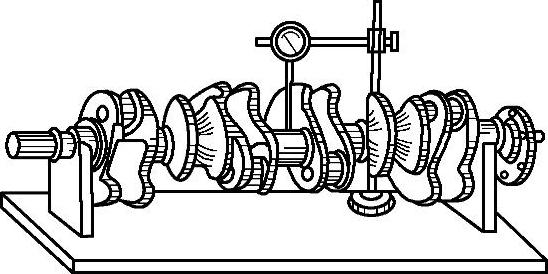
图3-34 曲轴弯曲检验
磁力探伤的原理:当磁力线通过被检验的部件时,零件被磁化。如果零件表面有裂纹,在裂纹部位的磁力线就会因裂纹不导磁而被中断,使磁力线偏散而形成磁极。此时,在零件表面撒上磁性铁粉,铁粉便被磁化而吸附在裂纹处,从而显现出裂纹的部位和大小。
浸油敲击法是将曲轴置于煤油中浸一会,取出后擦净表面煤油并撒上白粉,然后分段用小锤轻轻敲击,如有明显的油迹出现,即该处有裂纹。
曲轴出现裂纹,一般应更换曲轴。