如何攻螺纹和套螺纹?
2026年01月15日
10.如何攻螺纹和套螺纹?
(1)攻螺纹 攻螺纹是利用丝锥在圆柱孔内表面上加工出内螺纹的操作。攻螺纹的工具是绞杠和丝锥(图3-28)。图3-29所示为攻螺纹过程。
要攻螺纹,先要根据所要加工的螺纹的螺距确定螺纹底孔的直径尺寸,然后根据这个底孔直径尺寸选钻头钻底孔,最后再用丝锥攻螺纹。丝锥一般手用的分为头锥、二锥,先用头锥攻,然后再用二锥攻。一般的丝锥的头锥和二锥的中径都是一样的,只不过是丝锥的前端磨去的不完全的齿多少不同而已,如果是通孔的话,只用头锥攻通就行了。如果是不通的孔,就需要再用二锥再攻一遍,使螺孔的有效深度能够达到要求。有些丝锥的头锥和二锥的中径不同,头锥的中径小,二锥的中径大,二锥是标准尺寸。所以攻螺纹时,必须在攻完头锥后,用二锥再攻一遍,以使螺纹的中径达到尺寸。
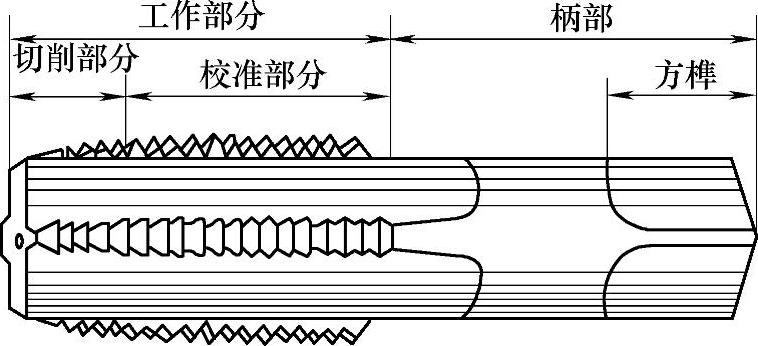
图3-28 丝锥及其组成部分
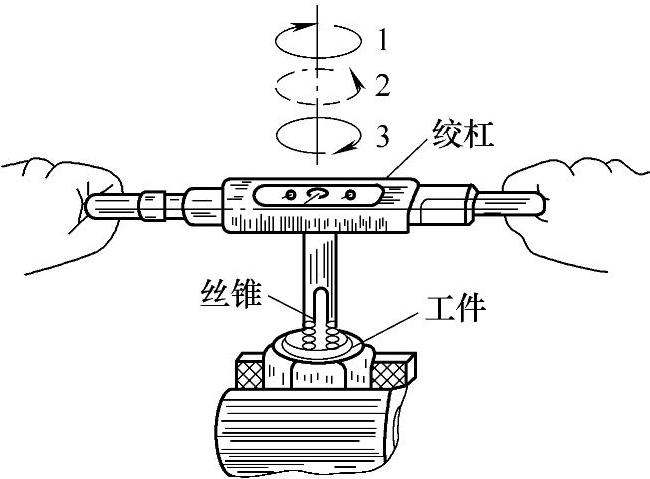
图3-29 攻螺纹过程(https://www.daowen.com)
(2)套螺纹 套螺纹(图3-30)是利用板牙在圆柱体的外表面上加工出外螺纹的操作。套螺纹的工具为板牙和板牙架。
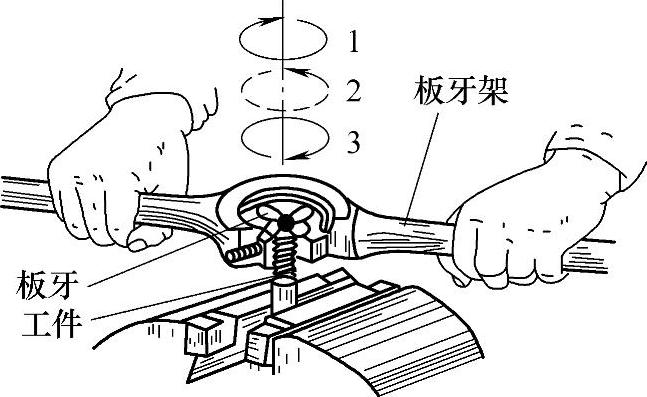
图3-30 套螺纹
套螺纹时首先确定螺杆直径。由于板牙牙齿对材料不但有切削作用,还有挤压作用,所以圆杆直径一般应小于螺纹公称尺寸。将套螺纹的圆杆顶端倒角15°~20°。将圆杆(需要加工螺纹的工件)夹在软钳口内,要夹正紧固,并尽量低些。板牙开始套螺纹时,要检查校正,务使板牙与圆杆垂直,然后适当加压力按顺时针方向扳动板牙架,当切入1~2牙后就可不加压力旋转。同攻螺纹一样要经常反转,使切屑及时排屑。