气门座修磨有什么作用?如何操作?
修磨气门座的目的是保证气门和气门座的密封性。
(1)铰修气门座 其铰削工艺如下,如图3-44所示。
1)根据气门导管内径选择铰刀导杆,导杆以能轻易插入气门导管内且无松旷为宜。
2)把砂布垫在铰刀下,磨除气门座口硬化层,以防止铰刀打滑并延长铰刀使用寿命。
3)用与气门锥角相同的粗铰刀铰削工作锥面,直到凹陷、斑点全部除去,并保证有2.5mm以上的完整锥面为止。
4)气门座和气门的选配,用相配的气门进行涂色试配,察看印迹。接触环带应在气门和斜面的中部靠里位置,若过上或过下,可用15°或75°锥角的铰刀铰削。
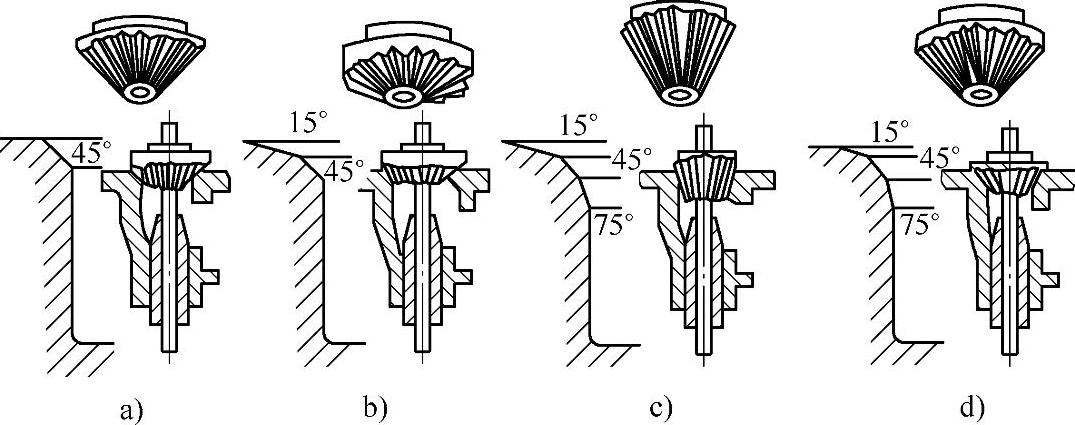
图3-44 气门的铰削(https://www.daowen.com)
a)粗铰 b)接触面偏上,铰上口 c)接触面偏下,铰下口 d)精铰
5)最后用与工作面角度相同的细刃铰刀进行精铰,并在铰刀下垫细砂布磨修,以降低气门座工作表面的表面粗糙度。
(2)气门的研磨
1)手工研磨。研磨前应先用汽油清洗气门、气门座和气门导管,将气门按顺序排列或在气门头部打上记号,以免错乱。在气门工作锥面上涂上一层薄薄的粗研磨砂,同时在气门杆上涂以机油,插入气门导管内。利用螺钉旋具或橡皮捻子按图3-45所示,将气门作往复和旋转运动与气门座进行研磨,注意旋转角度不宜过大,并不时地提起和转动气门,变换气门与座的相对位置,以保证研磨均匀。当气门工作面与气门座工作面磨出一条较完整且无斑痕的接触环带时,可以将粗研磨砂洗去,换用细研磨砂,继续研磨。当工作面出现一条整齐的灰色的环带时,再洗去细研磨砂,涂上润滑油,继续研磨几分钟即可。
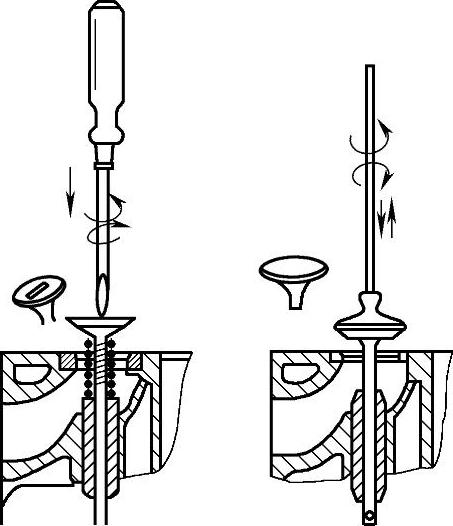
图3-45 气门的手工研磨
2)机器研磨。将气缸盖清洗干净,安放在气门研磨机工作台上。在已配好的气门工作面涂上一层研磨膏,在气门杆部涂上机油并装入气门导管内,调整各转轴,对正气门座孔。连接好研磨装置,调整气门升程,进行研磨。一般研磨10~15min即可。研磨好的工作面应成为一条光泽完整的圆环。