1.5.2 试样轴线的标识方法
由于取样部位、方向对试验结果有影响,因此必须对取样的部位和方向做统一的标识规定,这样不同的人或不同的实验室对同一产品所做的力学性能试验结果才可以相互比较。
GB/T 20832—2007《金属材料 试样轴线相对于产品织构的标识》规定了一种利用X-Y-Z正交坐标系对相对于产品织构的试样轴线进行标识的方法,用于识别织构规律一致的金属材料。如对于锻造金属,X轴通常指定为主要变形方向,Y轴为最小变形方向,Z轴为X-Y平面的垂直方向。
航空工业行业标准HB 5142—1996《金属材料平面应变断裂韧度KⅠC试验方法》和国家军用标准GJB/Z 18A—2005《金属材料力学性能数据处理与表达》中,对金属材料试样轴线相对于产品织构的标识方法与GB/T 20832—2007规定的方法完全一致,只是用字母L、T、S分别代替字母X、Y、Z。这样的规定主要为了与国际标准ISO和美国ASTM标准的规定相符合。因此本书推荐航空工业标准取样的表示方法。例如,对于轧制的厚板,L代表金属的主流变方向,即厚板的长度方向(简称纵向);T代表金属的最小变形方向,即厚板的宽度方向(简称横向或长横向);S代表L-T平面的垂直方向,即厚板的厚度方向(简称高向或短横向)。R代表圆棒或圆饼金属材料的径向;C代表圆棒或圆饼金属材料的弦向。
1.一般试样的标识
一般试样的标识通常用一个字母表示取样方向,随后紧跟一个或两个数字表示序号。图1-4所示为一般试样轴线相对于产品晶粒流变方向的各种取样标识。
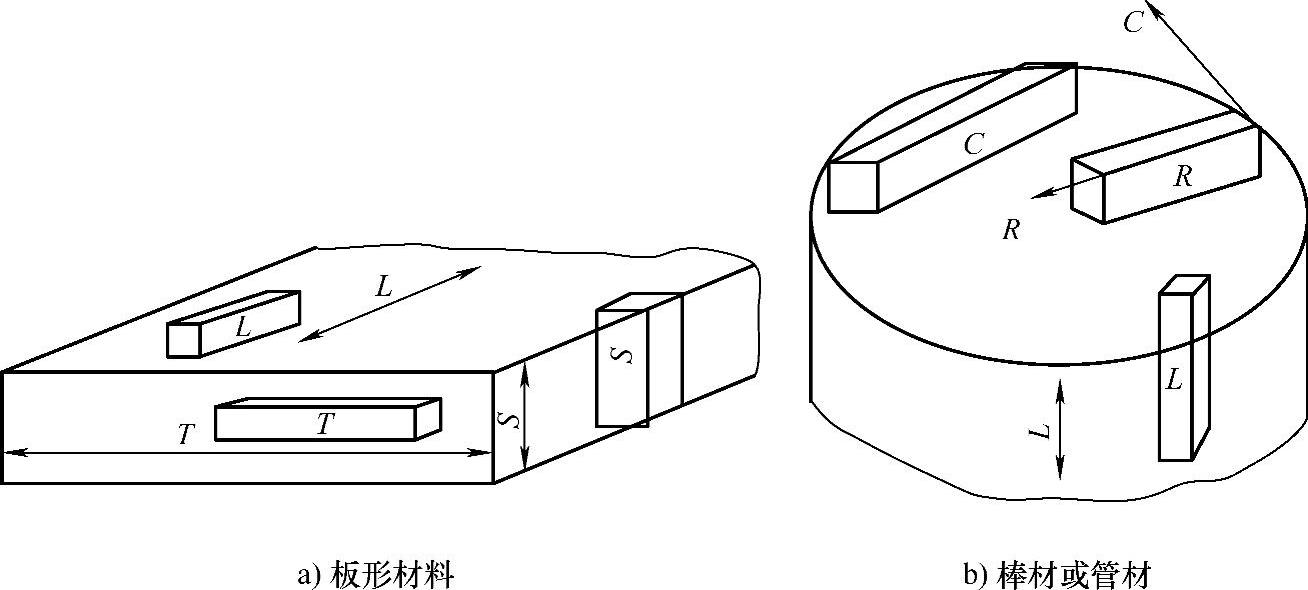
图1-4 一般试样轴线相对于产品晶粒流变方向的取样标识
L——纵向,表示试样的加载轴线与材料的长度或主流变方向一致;
T——横向(或长横向),表示试样的加载轴线与矩形截面的宽度方向一致;(https://www.daowen.com)
S——高向(或短横向),表示试样的加载轴线与矩形截面的厚度方向一致;
R——径向,表示试样的加载轴线与圆形材料的径向方向一致;
C——弦向,表示试样的加载轴线与圆形材料的弦向方向一致。
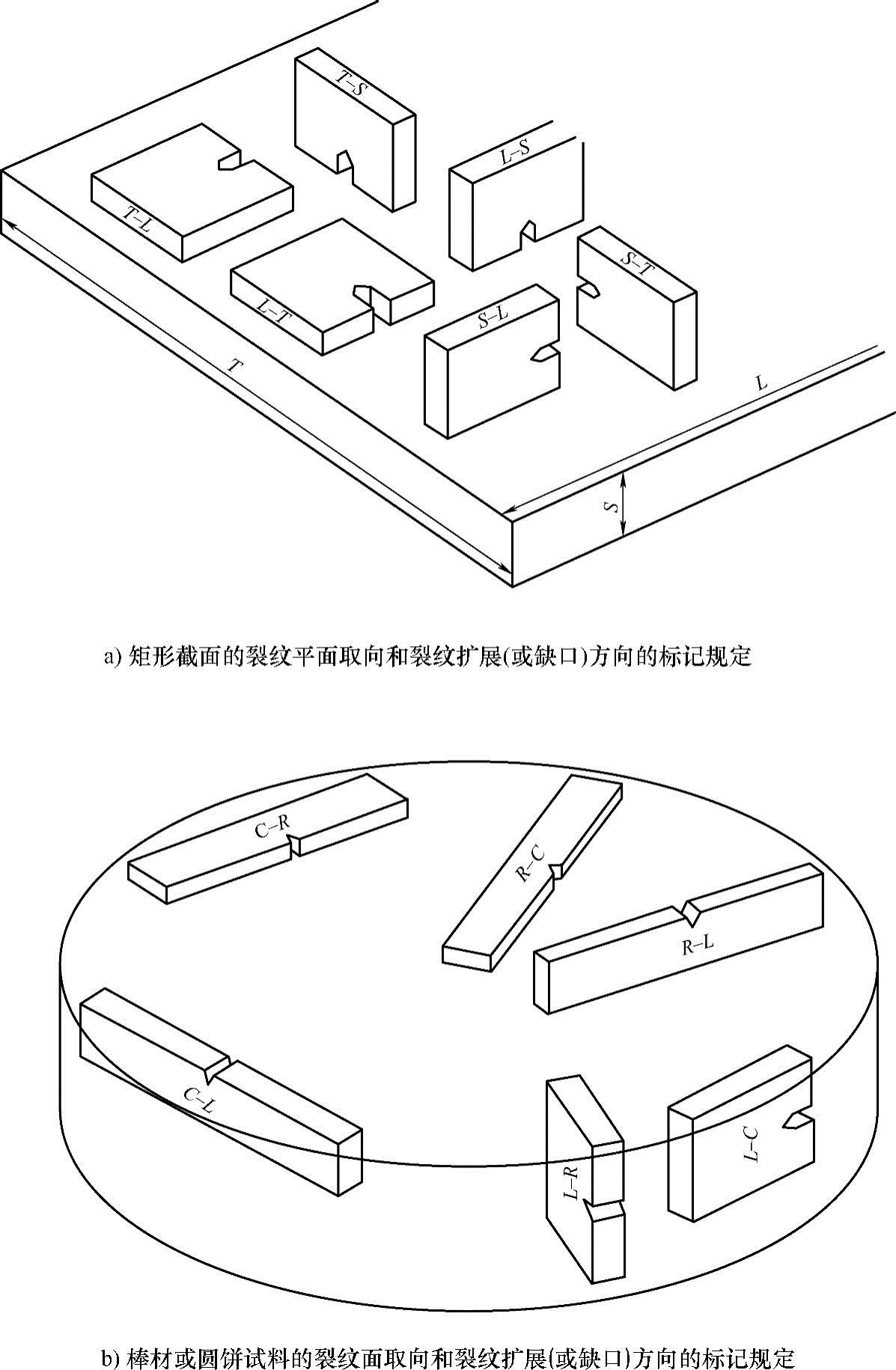
图1-5 含裂纹试样相对于产品晶粒流变方向的取样标识规定
2.缺口(或预裂纹)试样的标识
对于含裂纹试样,裂纹扩展平面和方向与产品特征晶粒流动方向一致的标识方法,采用连字符连接的两个字母来表示。连字符前面的字母代表裂纹平面的法线方向,连字符后面的字母代表预期的裂纹扩展方向,如图1-5所示。例如,L-T试样,L表示裂纹面的法线方向,T表示预期的裂纹扩展方向。对于矩形截面含裂纹试样,其轴线相对于产品晶粒流变方向不一致的取样标识如图1-6所示。
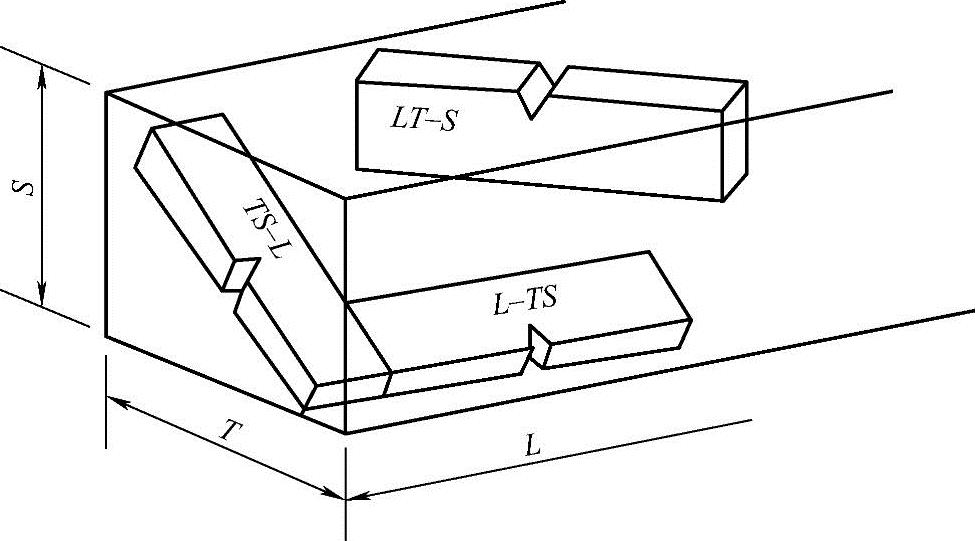
图1-6 矩形截面含裂纹试样相对于产品晶粒流变方向不一致的取样标识规定