9.5.2 试验设备
2026年01月15日
9.5.2 试验设备
金属材料反复弯曲试验简图如图9-5所示。
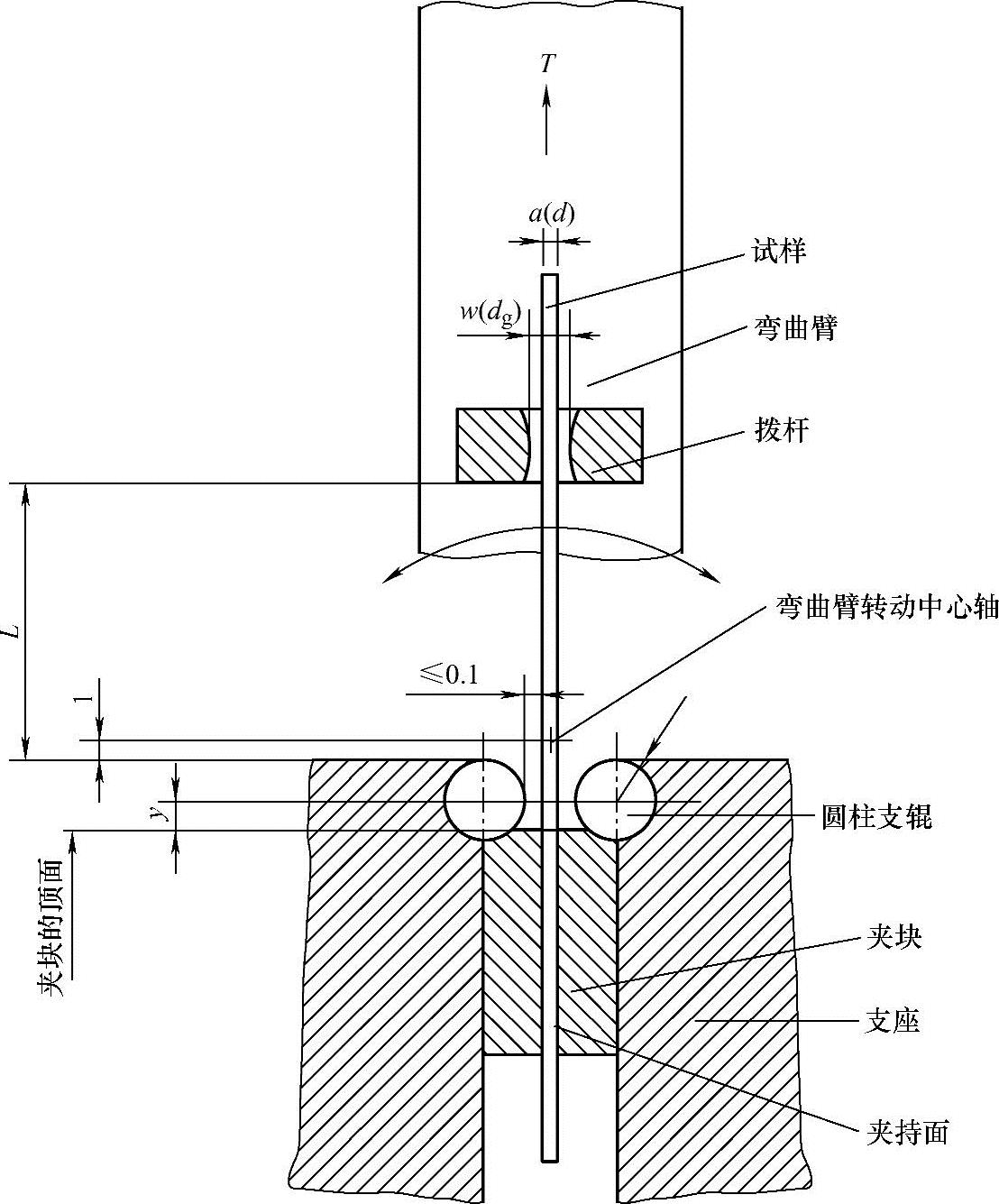
图9-5 金属材料反复弯曲试验简图
a(d)—试样厚度(圆形金属线材直径或非圆形金属线材特征尺寸) r—圆柱支辊半径 L—圆柱支辊顶部至拨杆底部的距离 y—两圆柱支辊轴线所在平面至夹块顶面的距离 w(dg)—拨杆狭缝宽度(拨杆孔直径) T—张紧力
1.圆柱支辊和夹块要求
圆柱支辊和夹持块应有足够的硬度(以保证其刚度和耐磨性)。圆柱支辊半径不得超出表9-4和表9-5给出的公称尺寸允许偏差。两个圆柱支辊轴线应垂直于弯曲平面并相互平行,而且在同一平面内,其平行度偏差不超过0.1mm。夹块的夹持面应稍突出于圆柱支辊但不超过0.1mm,即测量两圆柱支辊的曲率中心连线上试样与圆柱支辊间的间隔不大于0.1mm。夹块的顶面应低于两圆柱支辊曲率中心连线,当圆柱支辊半径等于或小于2.5mm时,y值为1.5mm;当圆柱支辊半径大于2.5mm时,y值为3mm。
表9-4 金属板材反复弯曲试验参数 (单位:mm)(https://www.daowen.com)
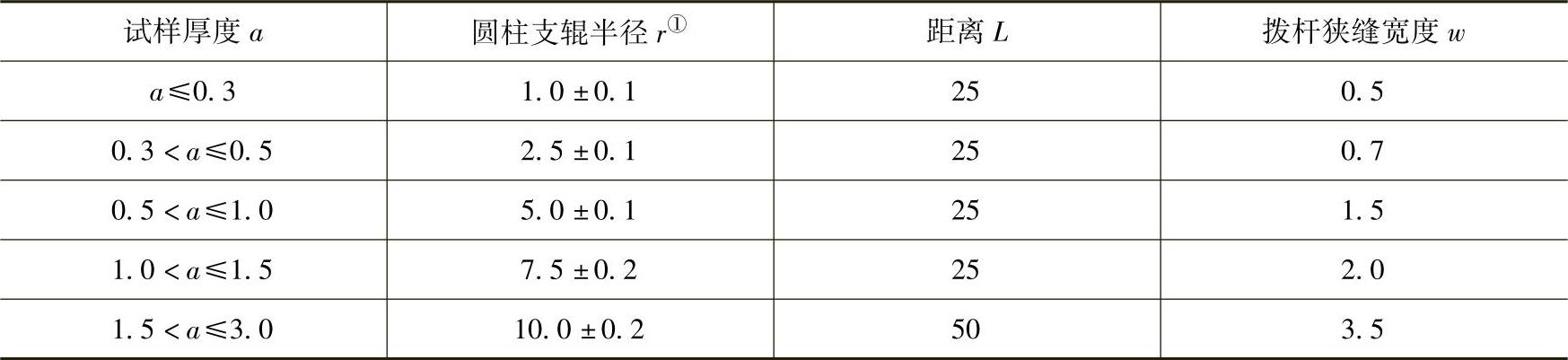
①圆柱支辊半径r与部分钢铁产品标准的规定存在明显差异。
2.弯曲臂及拨杆
对于所有尺寸的圆柱支辊,弯曲臂的转动轴心至圆柱支辊顶部的距离均为1.0mm,拨杆孔两端应稍大,且孔径应符合表9-5的规定。
表9-5 线材反复弯曲试验参数 (单位:mm)
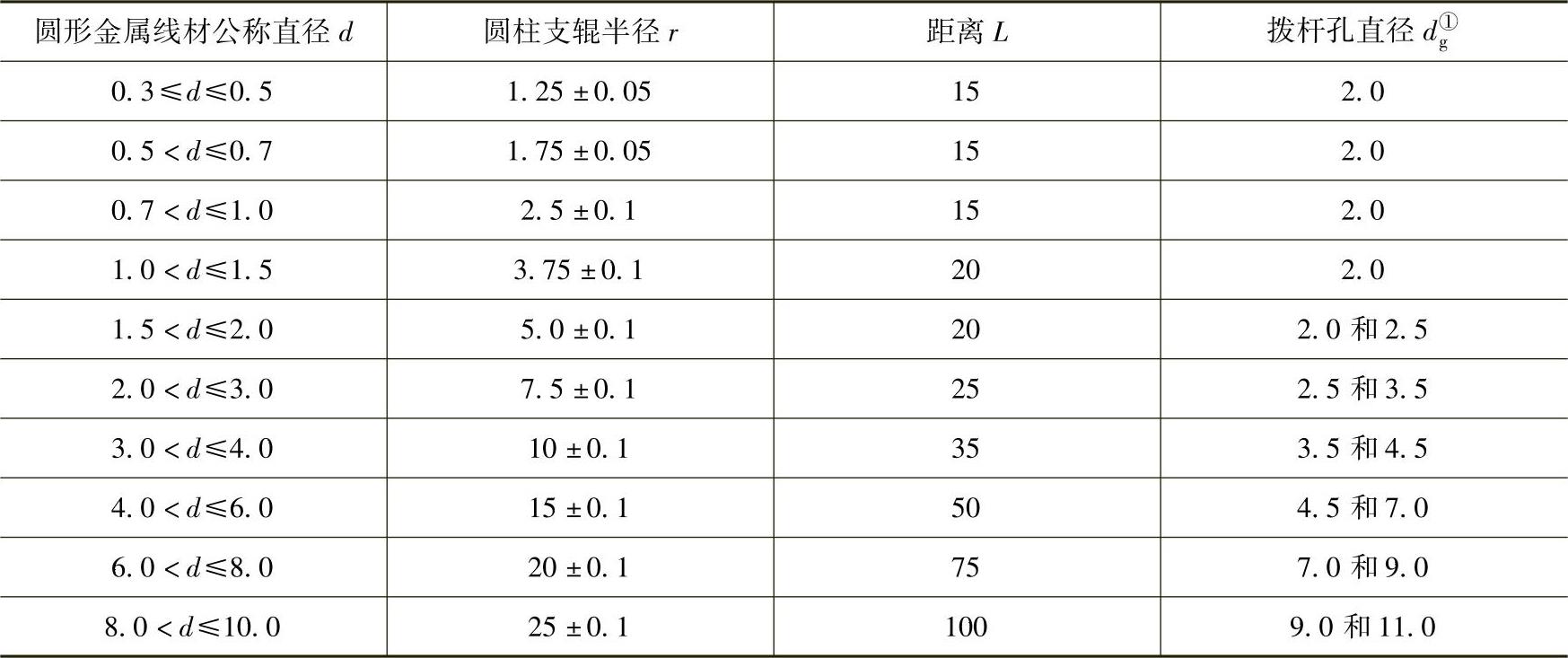
①较小的拨杆孔直径适用于较细公称直径的线材(见第1栏),而较大的拨杆孔直径适用于较粗公称直径的线材(也见第1栏)。对于在第1栏所列直径范围,应选择合适的拨杆孔直径,以保证线材在孔内自由运动。