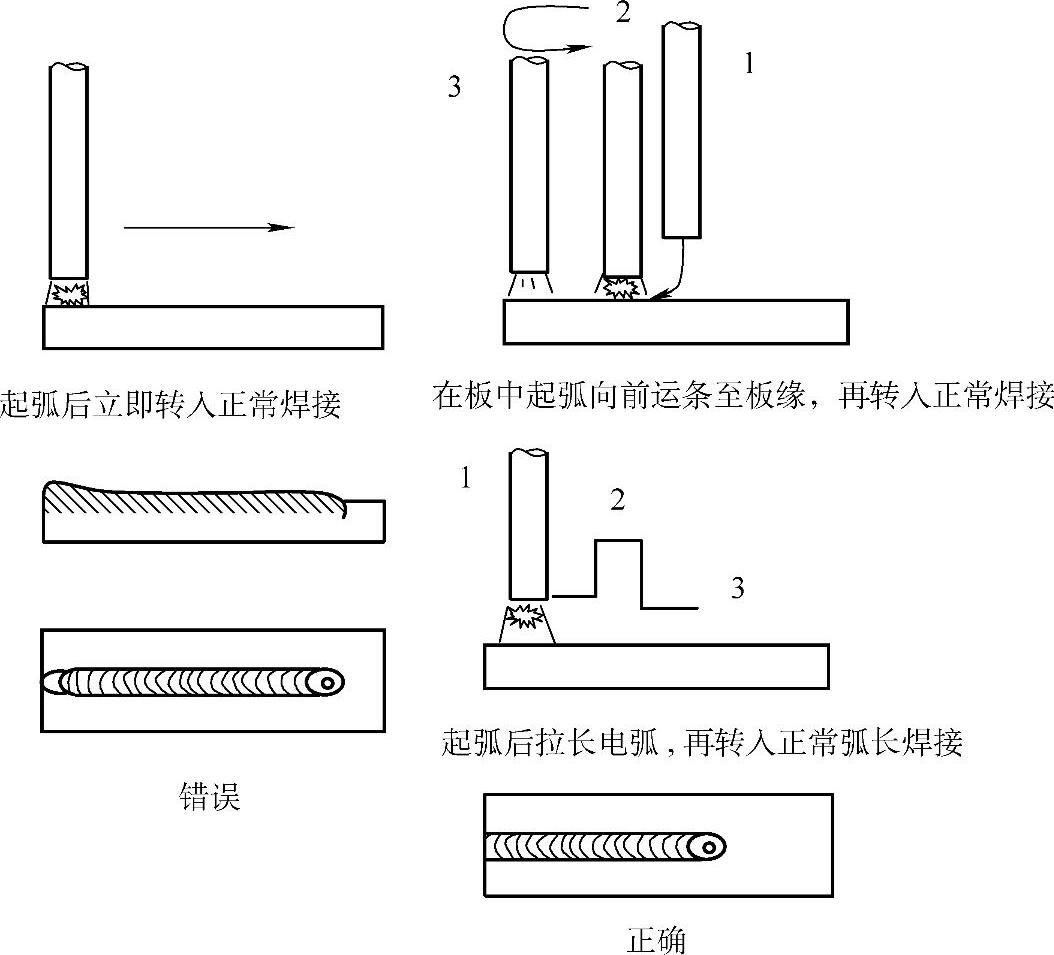
为减少起头缺陷,应在引弧后将电弧稍微拉长或在离起焊点8~10mm处起弧,对焊缝端头进行必要的预热,或适当摆动,待形成熔池后,再将电弧缩至2~4mm,进行正常焊接。焊接重要结构可将焊缝起头移到起弧板上,这样可得到熔深与熔宽都均匀一致的焊道,如图1-6所示。(https://www.daowen.com)
图1-6 起弧点的处理