要点103 薄板对接TIG焊接电源选用要点
2026年01月15日
要点103 薄板对接TIG焊接电源选用要点
薄板用TIG电弧拼焊时,在薄板焊缝的两端都会形成向内凹陷的豁口(图4-37),豁口尖端的形状(尖锐状还是圆弧状)对拼焊薄板的拉伸(垂直焊缝方向)强度有很大影响,一定以形成圆弧状豁口为好。
实际上,豁口是薄板起弧或收弧处的不完整的熔池,因此为了调节这个不完整的熔池的形态,使其形成圆弧状豁口的熔池,就是用起弧段电流的“上升”(“UP”)及收弧段电流“下降”(“DOWN”)功能实现的,如图4-38所示。
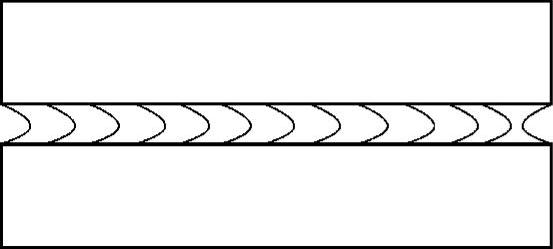
图4-37 薄板对接TIG焊缝起弧和收弧豁口
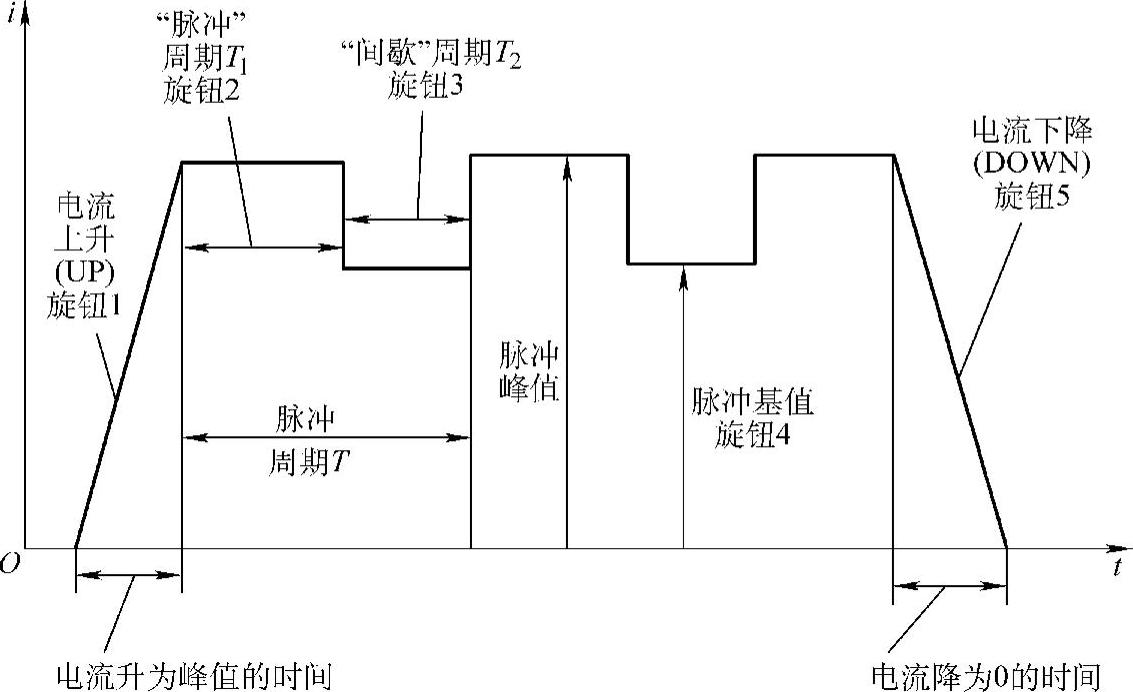
图4-38 起弧段电流上升(“UP”)、收弧段电流下降(“DOWN”)及电流脉冲调制波形的定义(https://www.daowen.com)
注:图中旋钮1~旋钮5见图4-39。
这就是现代弧焊电源控制面板上,为此而设的“UP”、“DOWN”电流两个调节旋钮,确切地说,“UP”、“DOWN”电流调节,是调节起弧段电流的上升段斜率和收弧段电流的下降段斜率。而在近年大量推广的数字控制电源中,“UP”、“DOWN”两段电流是以程序形式给定的,而不是如上面的模拟式电源,使用调节旋钮给定。
对有起弧和收弧程序的焊接工艺,电流参数还应包括:电流升为峰值的时间与电流降为零值的时间。
模拟式脉冲调制功能的焊接电源对上述电流脉冲参数的调节,是模拟量调节方式。例如图4-39所示中,通过焊接电源控制面板上的电位器旋钮来分别调节与图4-38所示相对应的几个电流脉冲量。
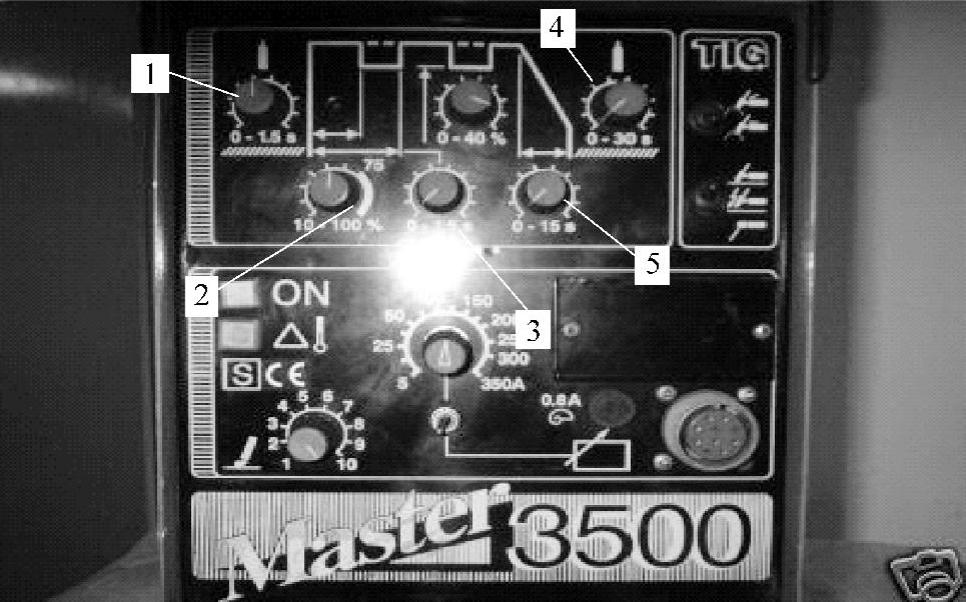
图4-39 一种模拟式脉冲调制弧焊电源