要点188 了解电阻凸焊主要工艺参量
2026年01月15日
要点188 了解电阻凸焊主要工艺参量
1.限制凸点间的凸出高度偏差量
凸焊(图8-1)是利用焊件上的凸点或锐边将电极压力和焊接电流均匀地分布在同时焊接的凸出部分,然后通过预压、通电加热和冷却结晶三个过程,形成凸焊接头。因此焊接开始前焊件所有凸点的准确接触是保证各凸出部分均匀熔透的重要条件。通常,凸出部分的高度相差不应大于0.1mm,如图8-2所示。
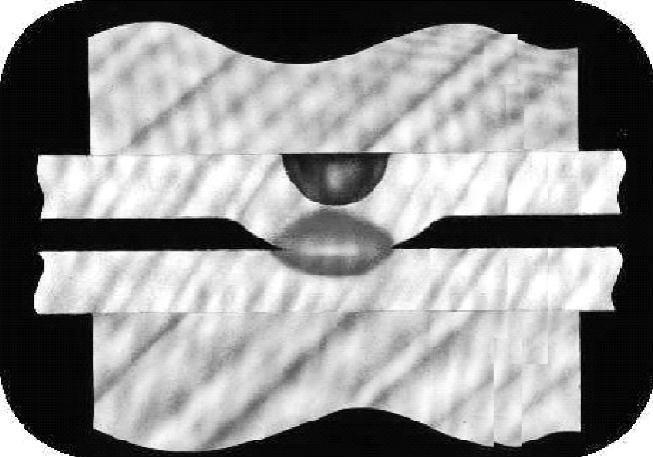
图8-1 电阻凸焊示意图

图8-2 凸点尺寸差限
2.电极压力不当对凸焊质量影响大
凸焊时,电极压力过小,会使通电前凸点预变形量太小,凸点贴合面电流密度显著增大,造成严重喷溅甚至烧穿;而电极压力过大将使通电前凸点预变形量太大或者压平,失去凸焊意义(图8-3);通常,预压阶段凸点高度约下降一半以上,通电加热瞬间剩余凸点才被彻底压平。(https://www.daowen.com)
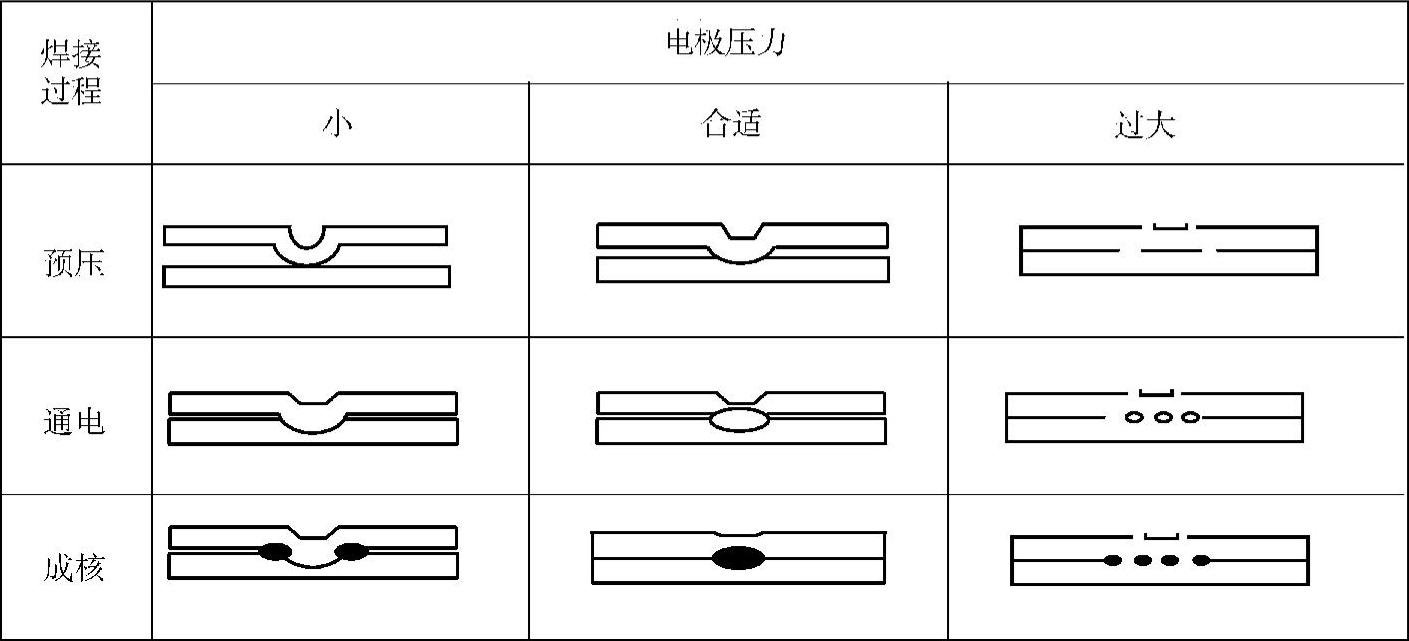
图8-3 电极压力参量对质量影响的示意图
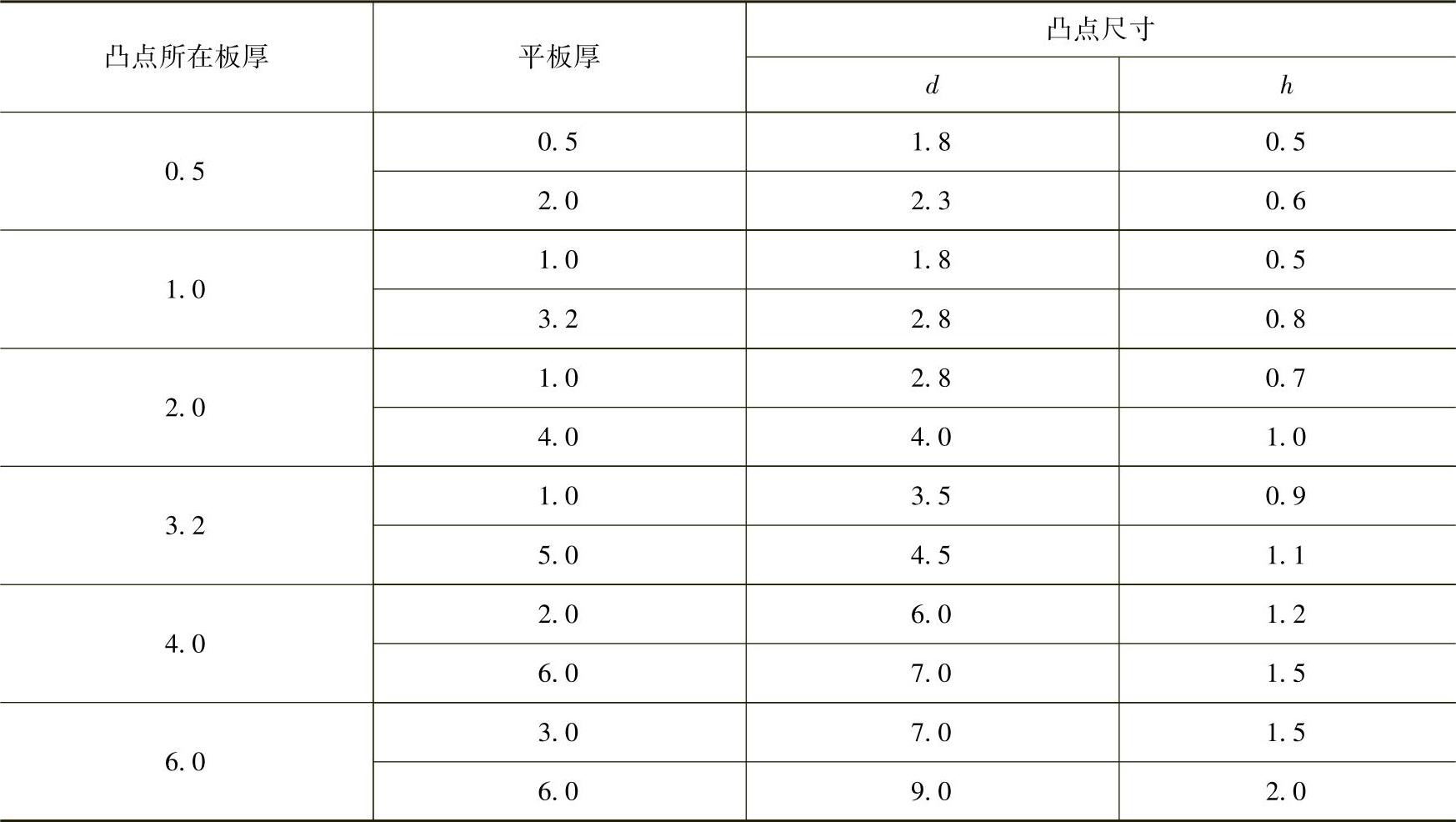
3.凸点尺寸不应过小或过大
凸点尺寸应与板厚成比例。凸点尺寸过小有可能造成只有凸点熔化而平板不熔化现象;凸点尺寸过大会使压溃和成核困难,使接头强度不稳定。凸点形状有圆球形、圆锥形(图8-4)、方形等几种,也有采用带环形溢出槽的凸点(参见焊接手册)。无论采用哪种形式,凸点尺寸都应控制在一定范围内。表8-1给出了常规凸点尺寸。

图8-4 圆球形和圆锥形凸点尺寸
表8-1 常规凸点尺寸 (单位:mm)