要点41 带极埋弧堆焊工艺要点
2026年01月15日
要点41 带极埋弧堆焊工艺要点
带极埋弧堆焊是使用带状薄板作为电极(图2-36、图2-37)的埋弧堆焊,一般常用的带宽为60mm,因此可在母材表面进行高效堆焊。
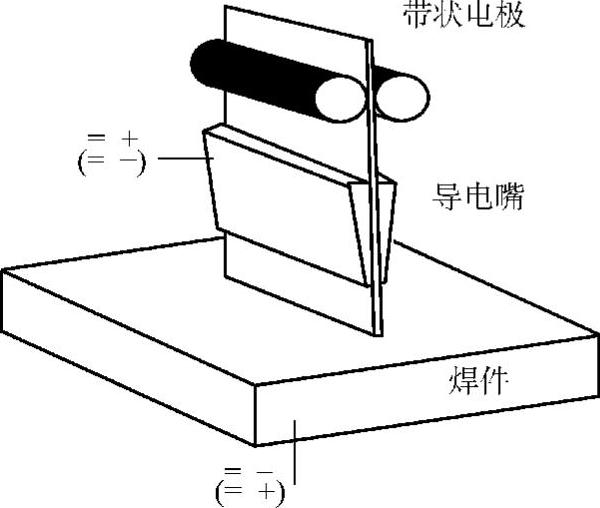
图2-36 带极堆焊示意图
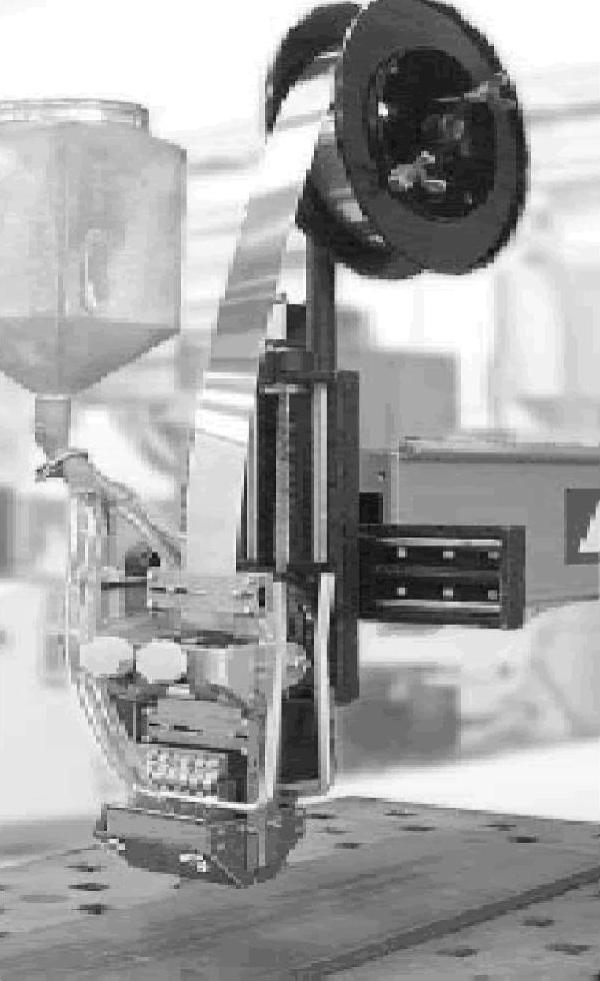
图2-37 带极堆焊的焊头
带极埋弧堆焊工艺特点是具有较高的熔敷速度、较浅的熔深和低稀释度,是表面堆焊的理想方法。(https://www.daowen.com)
在高压容器的内表面(筒节与封头)堆焊中,获得广泛的应用。
带极埋弧堆焊工艺要点:
1)严格遵守埋弧堆焊行业规定选用成分合适的带材。凡是须堆焊的焊件,多是重大压力容器部件,其工作条件往往是高温、高压、气、液腐蚀介质、放射性等的苛刻环境。因此国外对应用于电站(特别是核电)设备、化工设备、船载动力(特别是核动力)设备中的带材堆焊材料都有严格的行业规定,例如ASME就规范了压力容器部件埋弧堆焊带材的材料牌号和堆焊层化学成分的要求。
注意带材的化学成分不仅要根据被堆焊基体材料、堆焊层材料来选择,还要依堆焊层的层道(第一层还是第二、三层)来配套选用。
2)焊剂。要根据被堆焊基体材料、堆焊层材料和保证良好的脱渣性来选用。
3)注意埋弧堆焊往往要对焊件进行预热、中间热处理与焊后热处理(PWHT)等多项繁杂的热处理工序,才能确保最终的堆焊质量。