要点177 多点焊设备选择要点
当焊接结构件拟采用多点焊工艺时,一般首选单面双点焊工艺(图7-38)。以EQ-140东风载重汽车的百叶窗构件为例,说明多点焊结构件在选择多点焊设备与电源方面的几个重要技术要点。百叶窗构件是放置在载重汽车散热水箱前的一个典型多点焊结构件,上面有24个将1.2mm薄板与ϕ6mm的圆杆件焊接起来的凸焊点,如图7-39所示。
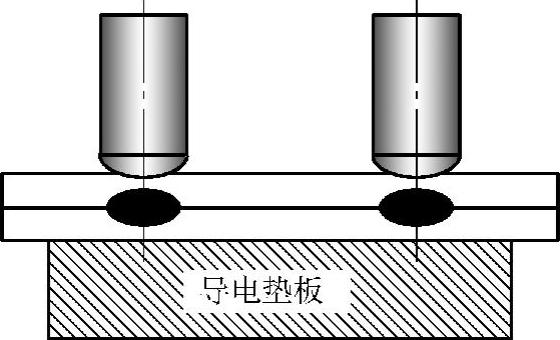
图7-38 单面双点焊
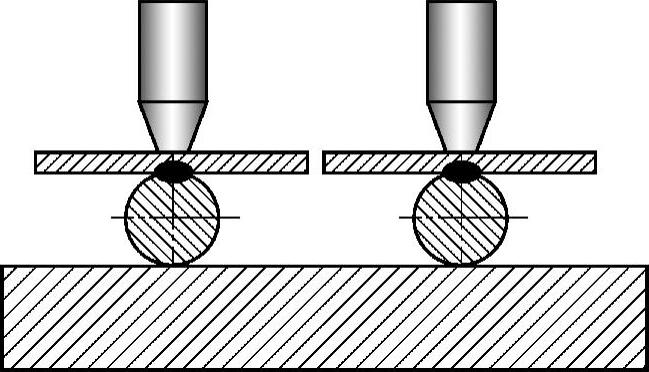
图7-39 一种单面双点焊结构
1.多点焊的负荷投入电网(一般指上电极)要“分相”、“分批”
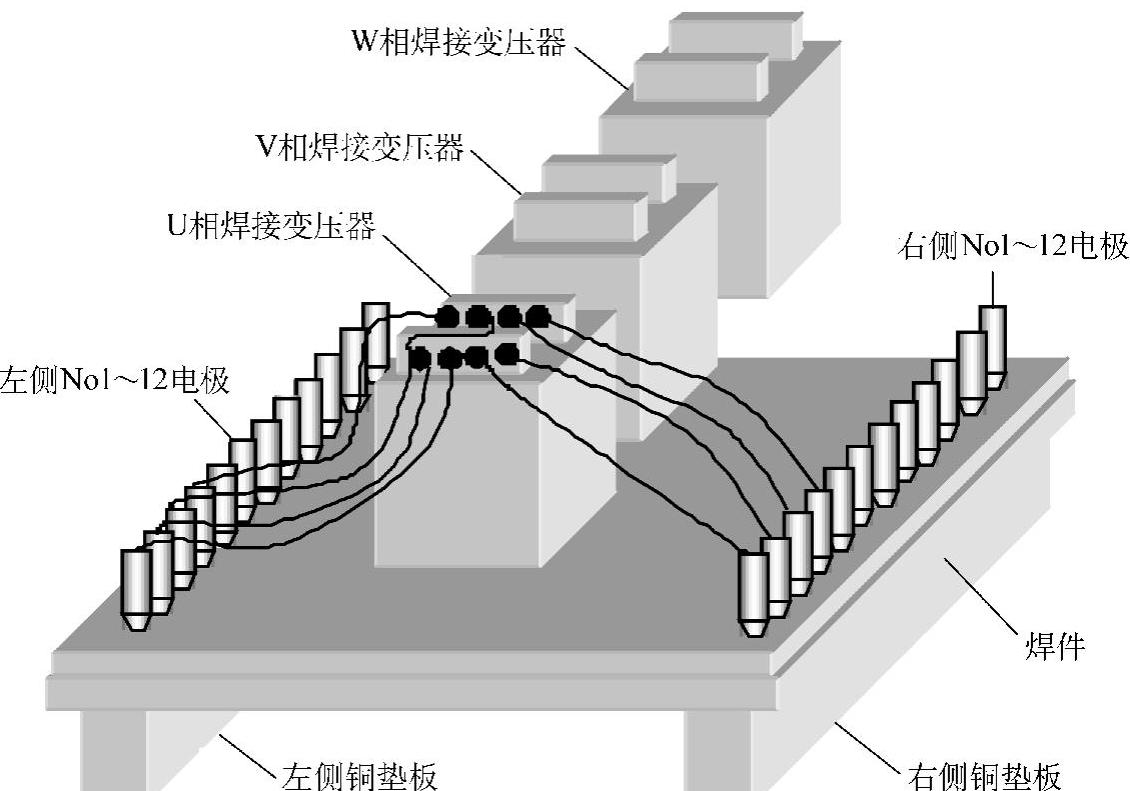
因为多点焊负载集中、大用电量的显著特点,多点焊必须使用三相电网供电,以使电网负荷均衡;多点焊机的焊点用电负荷如何均衡分摊到三相电网,首先,就是遵循焊点负荷“分相”、“分批”投入原则。例如图7-40中,焊点总数为24。按焊点负荷“分相”原则,三相电网负荷分为每相8点;如果这每相8个焊点一次通电焊完,一般多点焊机焊接变压器的功率都不足。为此,要将每相分摊的8个焊点再分为两批,“分批”投网。例如图7-40中,焊件上的24个焊点,左右侧各有12个焊点,No1、No3为一批焊点、No2、No4为第二批焊点;二批焊点“分时”投入电网进行焊接。这就是多点焊时的焊点负荷“分批”原则;当焊点总数更多时,还可将焊点分成二批以上。
 (https://www.daowen.com)
(https://www.daowen.com)
图7-40 多点焊的负荷“分相”
图7-41为一相内,二批焊点“分批”投入电网(上电极压下)的示意图;而图7-42是将多点焊(12个焊点)分配到三相电网的主电路结构图。可以看出,就每一相来说,都是单相工频晶闸管交流调压电路,其工作原理与前面已述单点焊电源完全相同。
2.多点焊电极多用“液压”加压系统
多点焊电极应按电极“相隔”原则安排,这是因考虑到以下设计问题:当焊件上的焊点分布较为密集时,为保证每个电极的加压力,多点焊机一般多用“液压”电极加压系统,以尽量减小加压液压缸的尺寸。但同时带来二次电缆线、电极水冷系统等的安装调试、维修不便的问题,为此,焊点分布较为密集的多点焊机的电极压下结构,多按电极“相隔”原则安排。
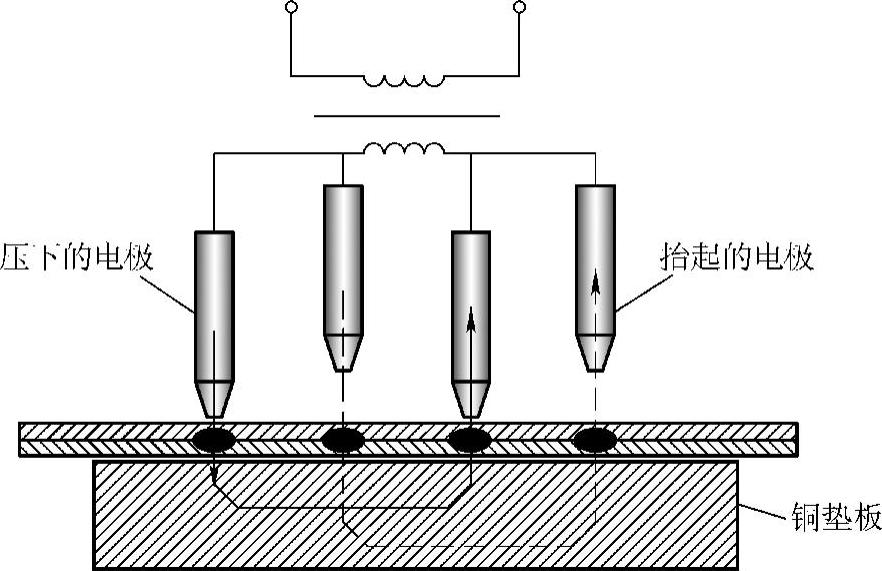
图7-41 多点焊的上电极“分批”压下示意图
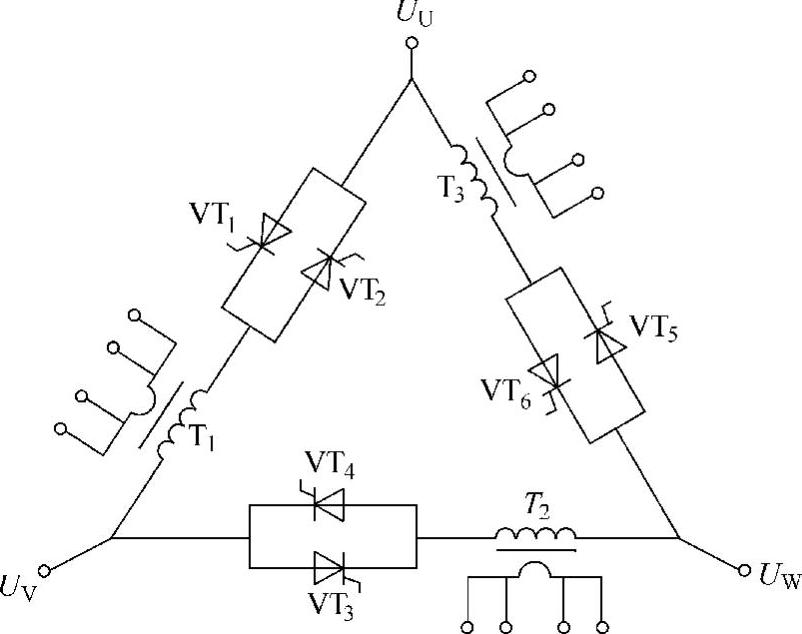
图7-42 多点焊用三相工频晶闸管交流调压主电路