半自动气体保护焊多用左焊法(图3-15),其特点是易观察焊接方向。熔池在电弧力的作用下熔化金属被吹向前方,使电弧不直接作用到母材上,熔深较浅,焊道平坦且较宽,保护效果好。在要求焊缝有较大熔深和较小飞溅时,也可用右焊法,但右焊法不易得到稳定的背面焊道,焊道高而窄,易烧穿,故不宜采用。
(https://www.daowen.com)
图3-15 半自动气体保护右焊与左焊法
a)右焊法 b)左焊法
 (https://www.daowen.com)
(https://www.daowen.com)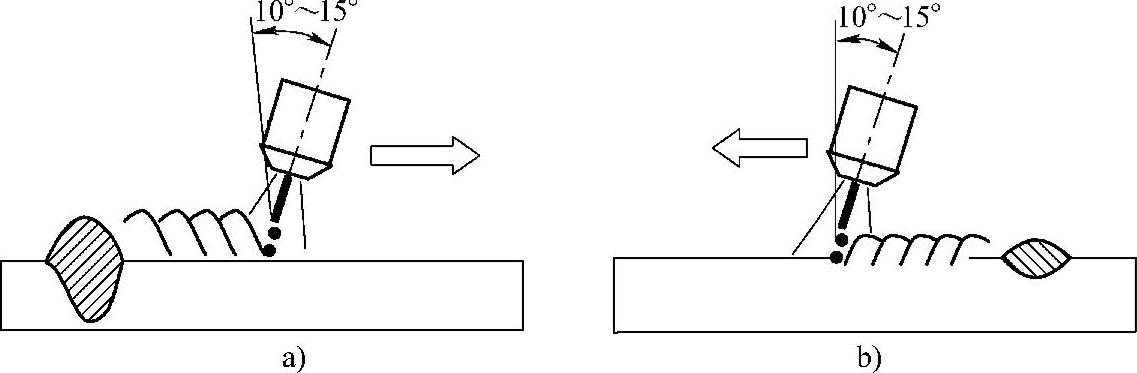 (https://www.daowen.com)
(https://www.daowen.com)