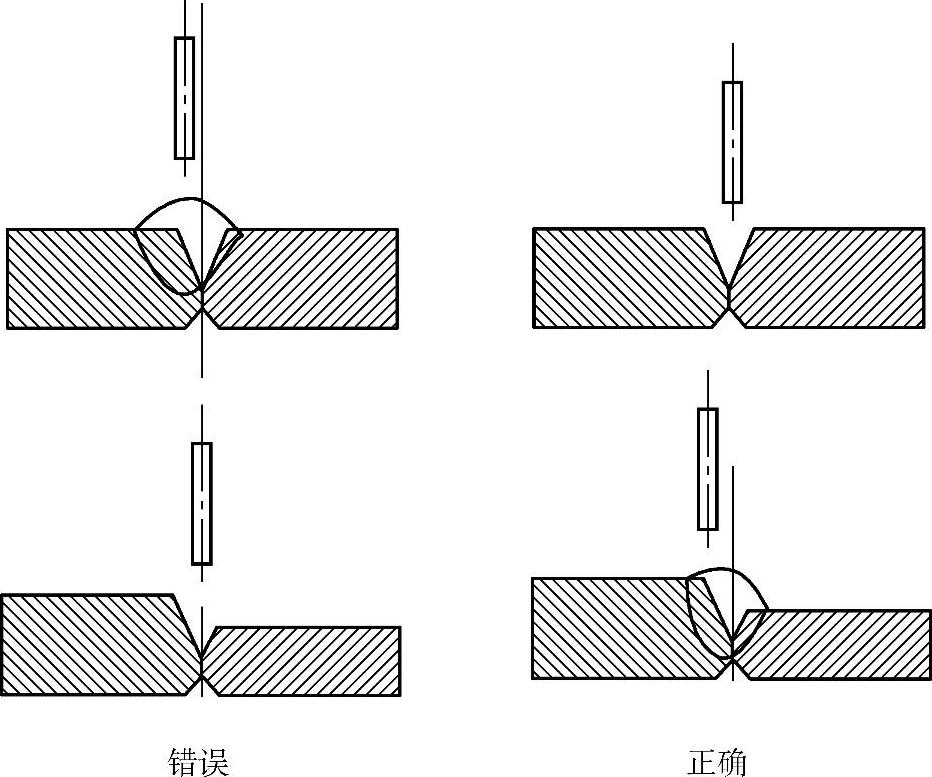
当焊接等厚板对接接头时,焊丝应在焊缝中心线上。焊丝如果不对中(图2-12),可能引起未焊透、焊缝偏移等缺陷。而焊接不等厚板的对接接头时,焊丝应偏于厚板一侧,以使其熔化速度与薄板相同,从而使焊缝成形合理。
(https://www.daowen.com)
图2-11 焊丝倾角大小、方向对焊缝成形的影响
图2-12 对接接头焊丝的偏移
 (https://www.daowen.com)
(https://www.daowen.com)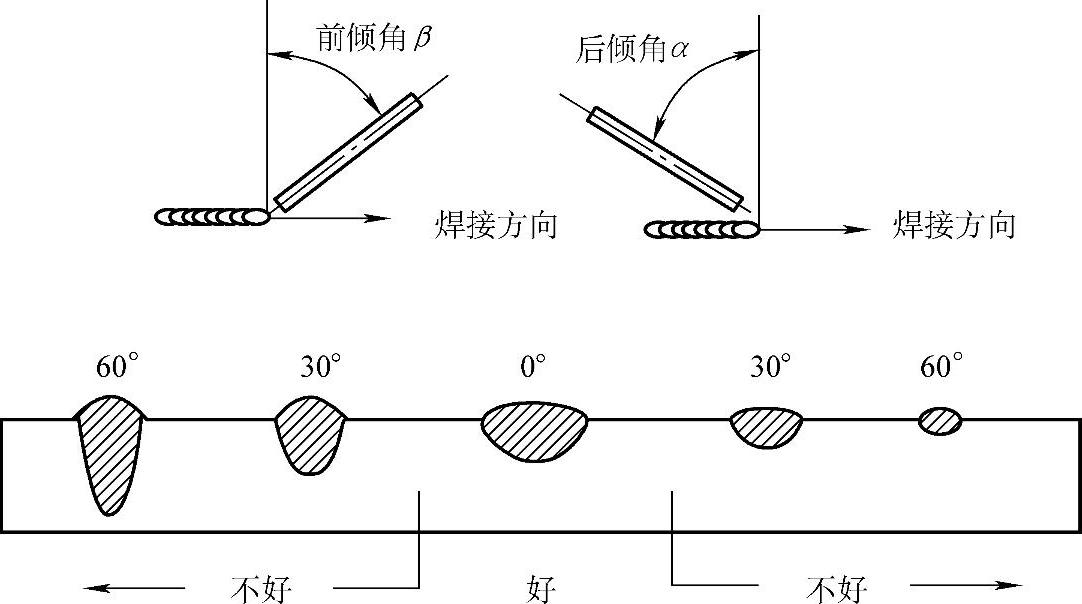 (https://www.daowen.com)
(https://www.daowen.com)