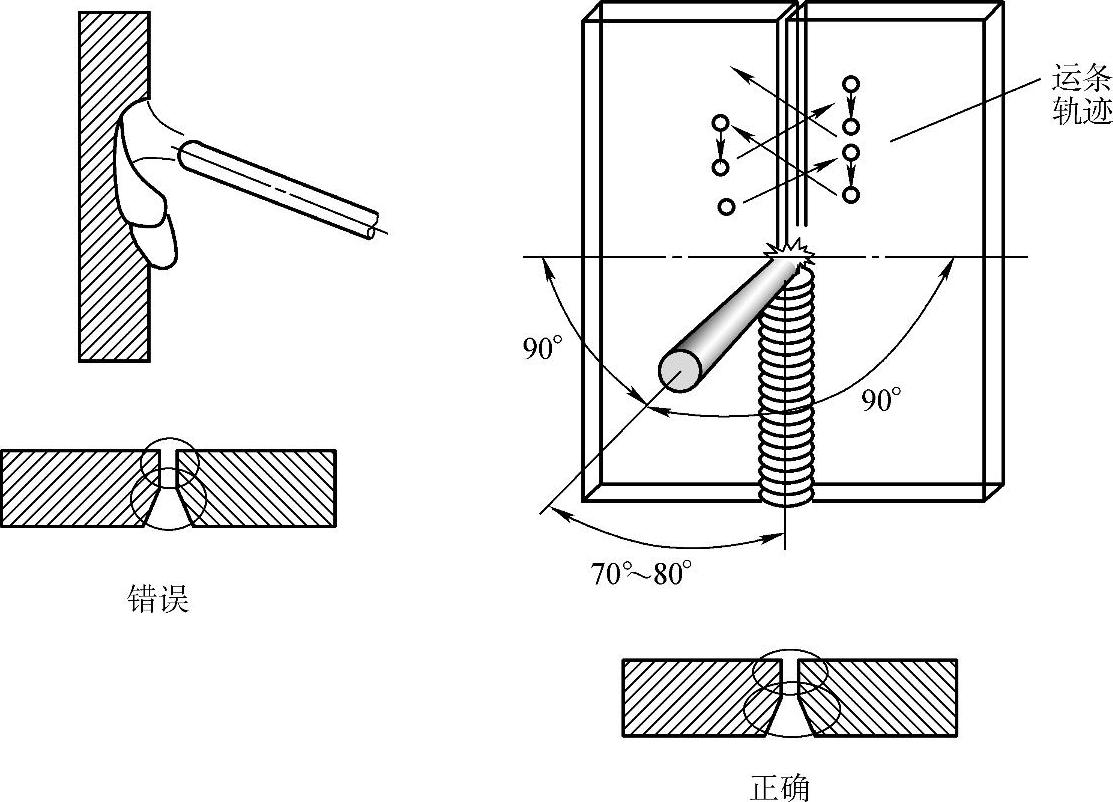
立焊时使用电流过大或焊条向前移动速度太慢,会使熔池过热,金属液不能很快凝固,将导致焊缝咬边或产生焊瘤;电弧过长、电流太小,熔池温度过低也会产生夹渣和未焊透缺陷。因此立焊应采用适当的运条角度和适宜运条方法,使用较小电流,短弧焊接,以利焊缝成形,如图1-12、图1-13所示。(https://www.daowen.com)
图1-12 立向平焊手法