仰焊时,熔池倒悬在焊件下面,焊缝成形困难,容易在下面产生焊瘤,背面产生塌陷。焊接时为使熔滴金属在短时间内由焊条过渡到熔池中去,必须使用最短的电弧长度、较小直径的焊条、稍快的焊接速度及合适的焊接电流;多层焊接时,可采用月牙形和锯齿形运条方式焊接(图1-14),为控制熔池面积,摆幅不宜太大,焊道应薄一些,以防止产生焊接缺陷。
(https://www.daowen.com)
图1-13 立向角焊的正确焊条方位
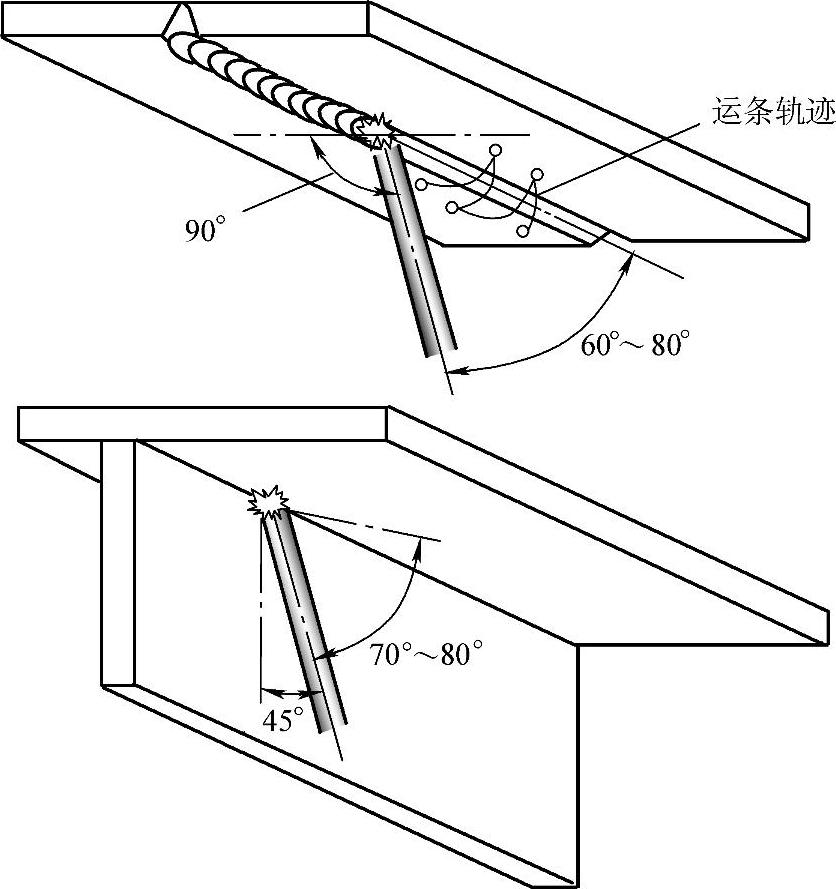
图1-14 仰焊的正确焊条方位
 (https://www.daowen.com)
(https://www.daowen.com)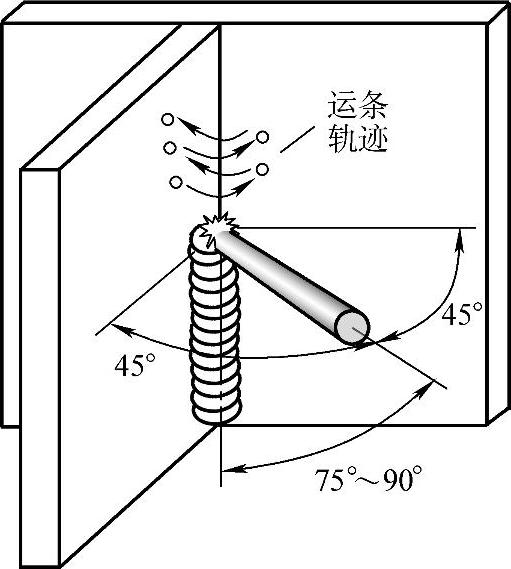 (https://www.daowen.com)
(https://www.daowen.com)