要点101 钨极氩弧焊适用弧焊电源的伏-安特性
钨极氩弧焊为非熔化极弧焊工艺,在焊接过程中,电弧的弧长主要取决于电极尖端到焊件的距离,不存在电极熔化和金属过渡对弧长的影响。因此影响电弧稳定“燃烧”和电弧功率稳定性的主要参数是焊接电源。
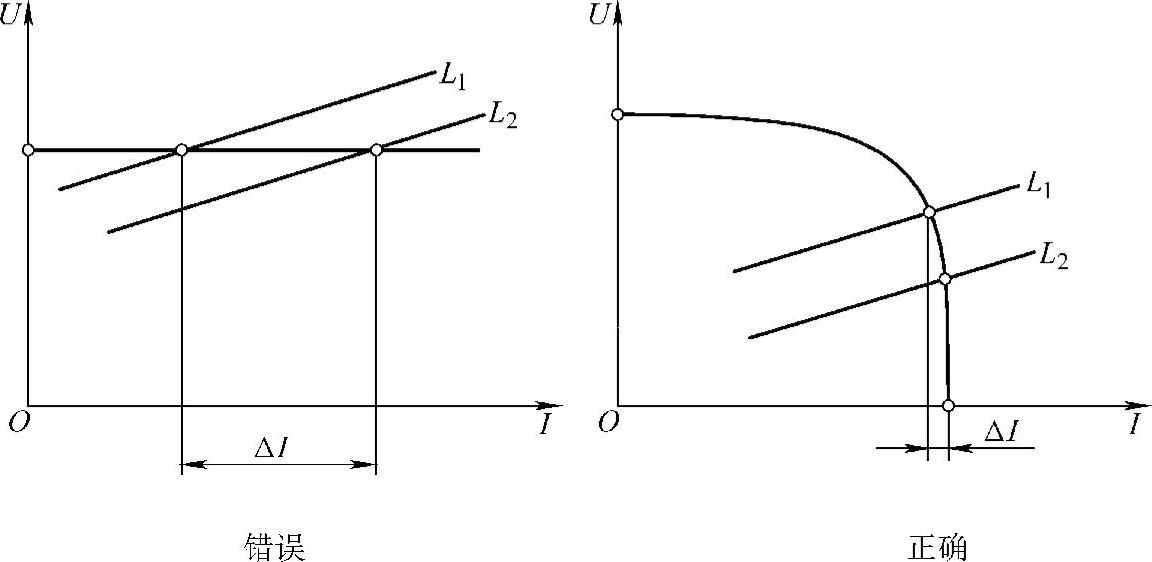
为了减小焊接时因弧长变化对焊接给定电流的波动,维持电弧的稳定,应采用陡降或恒流特性的弧焊电源,如图4-29所示。而水平外特性的电源则会在弧长变化时,使焊接电流出现较大的波动,一般不采用。(https://www.daowen.com)

图4-29 钨极氩弧焊适用的电源外特性