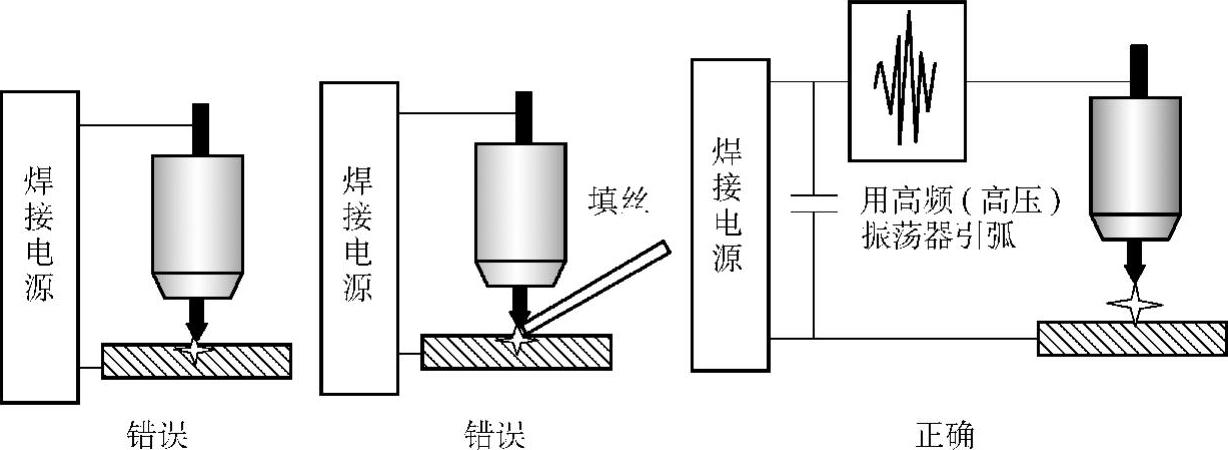
接触引弧,即将钨极末端与焊件直接短路,然后迅速拉开而引燃电弧。这种引弧方法可靠性差、钨极容易烧损;而混入焊缝中的金属钨又会造成“夹钨”缺陷。因此接触引弧有较多弊端,不宜采用,如图4-12所示。(https://www.daowen.com)
图4-12 钨极氩弧焊的高频引弧方式