要点74 掌握气电立焊特点和工艺要点
气电立焊(EGW)技术是一种配备专用的药芯焊丝,以CO2气体保护进行向上立焊的自动化焊接工艺,用于焊接垂直或接近垂直位置的焊接接头,如图3-32所示。
1.气电立焊的特点
气电立焊工艺过程稳定、操作简便 焊接时,电弧轴线方向与焊缝熔深方向垂直,在焊缝的正面采用水冷铜滑块,焊缝的背面采用水冷档排(或衬垫)(图3-33、图3-34)使用药芯焊丝送入焊件和档块形成的凹槽中,熔池四面受到约束,实现单面焊双面一次成形的一种高效焊接技术,其生产效率比焊条电弧焊要高10倍以上。
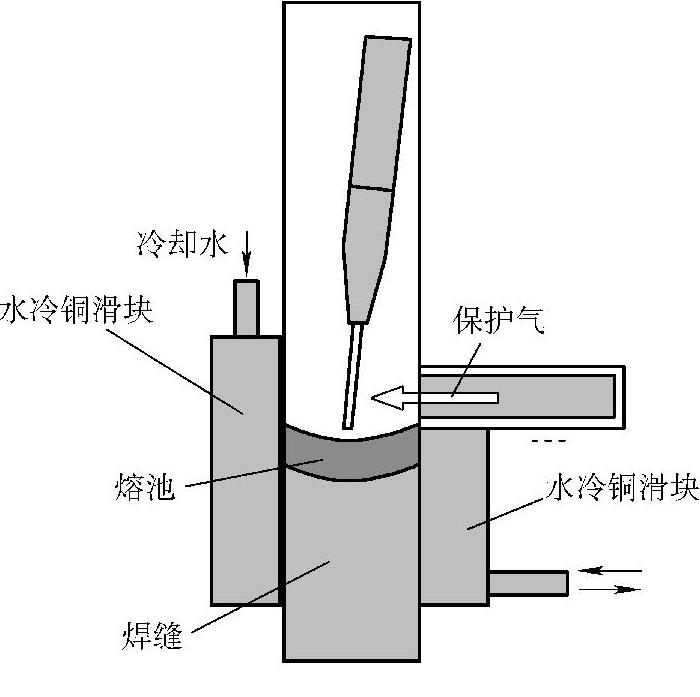
图3-33 背面水冷铜滑块气电立焊
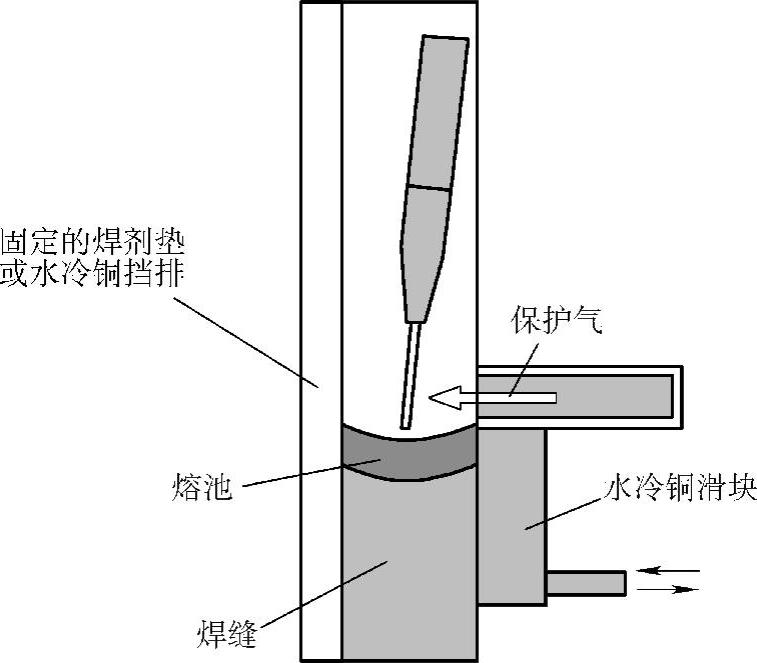
图3-34 背面固定衬垫气电立焊
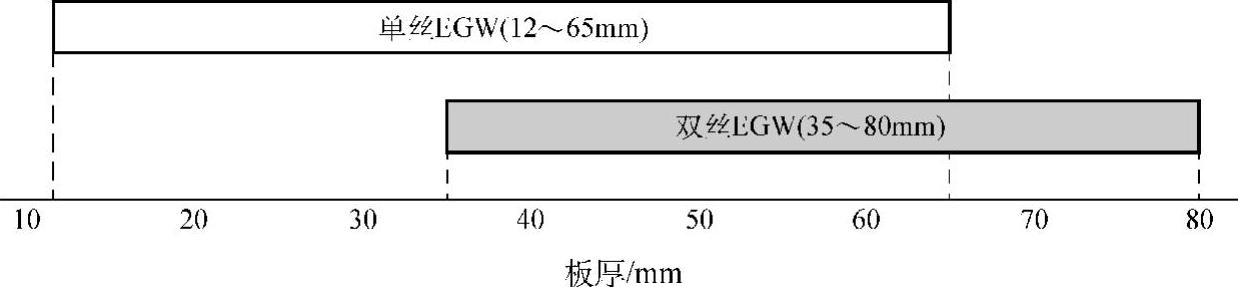
这种方法在大型结构中的应用不断发展,现在已具备单丝、双丝(图3-35)两种送丝方式;双丝焊时,第一根焊丝需要沿焊缝的熔深方向进行摆动。图3-36给出了如何根据板厚范围来确定送丝数
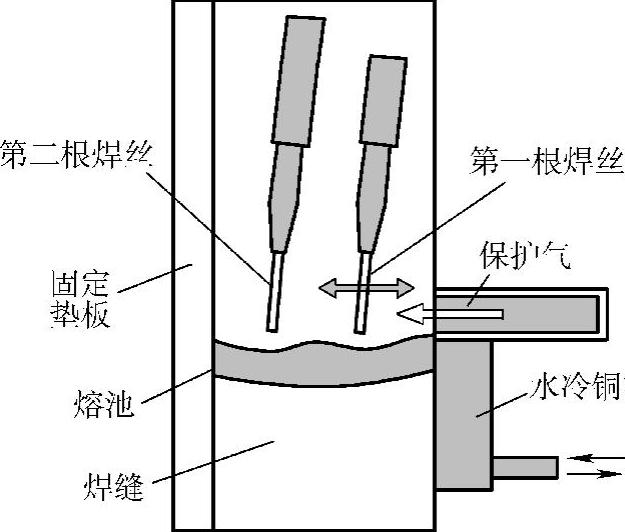
图3-35 双丝气电立焊原理图
2.气电立焊焊接参数控制
气电立焊的焊接位置垂直或接近于垂直方向,电弧轴线方向与母材熔深方向成直角,熔化的焊丝金属堆积叠加,熔池不断水平上移形成焊缝,其熔深产生所需热量的传递方式与其他电弧焊有所不同。气电立焊的焊接电弧产生的热量主要流向三个方向:熔化焊丝、熔化母材、滑块吸收。
 (https://www.daowen.com)
(https://www.daowen.com)
图3-36 焊丝数的选择
1)母材坡口截面积控制是影响熔深的主要参数之一。熔深反映了坡口两侧母材的熔化量,直接决定了焊接质量。增加坡口截面积就增加了焊接热输入,导致熔深增加。熔深的大小由熔池过热金属的过热度即温度梯度决定;影响熔池熔融金属的过热度的因素也就是影响熔深的大小的因素。
2)热输入控制。对于一般电弧焊焊接热输入为E=IU/Vw;对于气电立焊,焊接时采用等速送丝、大电流密度、较高的电弧电压,其送丝速度等于熔化速度,熔化速度正比于向坡口填充金属的速度,经推导可得焊接热输入为E=kiUS,式中ki为焊丝熔化系数、S为坡口截面积。增加电弧电压可增加焊接热输入。
3)冷却速度控制。当焊接参数和坡口参数确定后,焊丝和母材吸热可以认为是不变的,而强制成形的铜滑块吸热,则随冷却介质水变化较大。水的温度、水的流量对吸热影响很大,低的水温和高的流速水带走的热量,远大于高水温低流速的情况,所以在焊接厚板时应减少水流量;焊接薄板时可增加水的流量;通过调节水流量来调节熔池的冷却速度可有效的控制熔深的大小。
由于气电立焊熔池与普通未受约束的焊接熔池状态不同,熔深的形成方式以及影响熔深的因素也就不同。
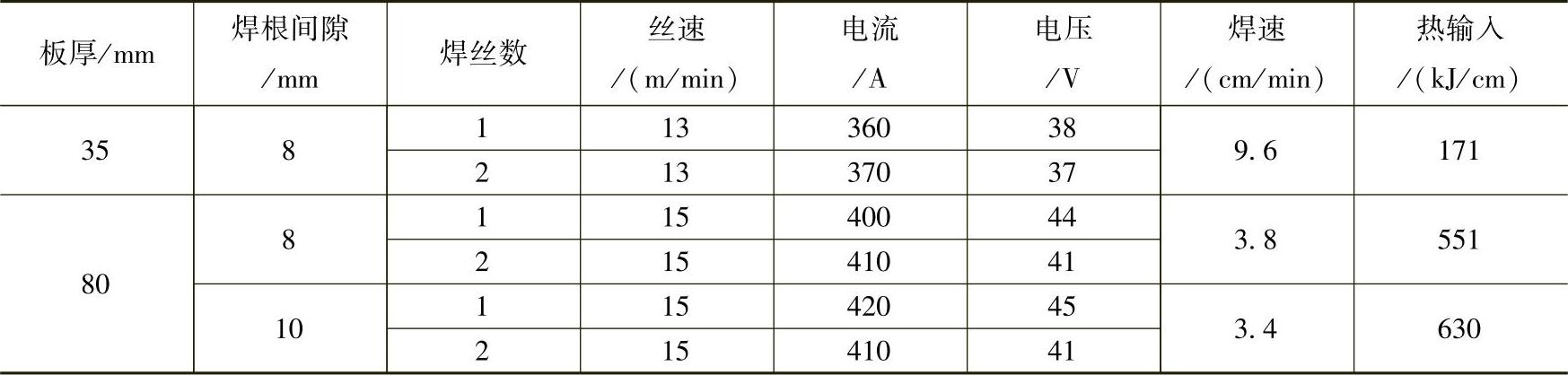
表3-2给出了两种厚板EGW焊接参数,供参考。
表3-2 典型EGW焊接参数
无论采用单丝还是双丝,气电立焊焊缝质量都是优良的(图3-37)。
3.介绍几种实用气电立焊焊接材料
1)目前国内用量较大的是神户制钢公司生产的DWS-43G和DWS-60G型药芯焊丝,这两种焊丝经使用证明,焊接时电弧稳定、飞溅很小、气渣保护良好、焊缝质量均匀稳定,是质量优良的药芯焊丝。
2)自保护自动立焊焊丝一般采用林肯(Lincoln)公司NR431药芯焊丝。自动立焊工艺大都在露天或高空场合施工,在有大风的情况下,自保护焊可以不因风的影响而停止施工。另外,目前自保护立焊设备的价格也要比气体保护立焊设备的价格低得多。
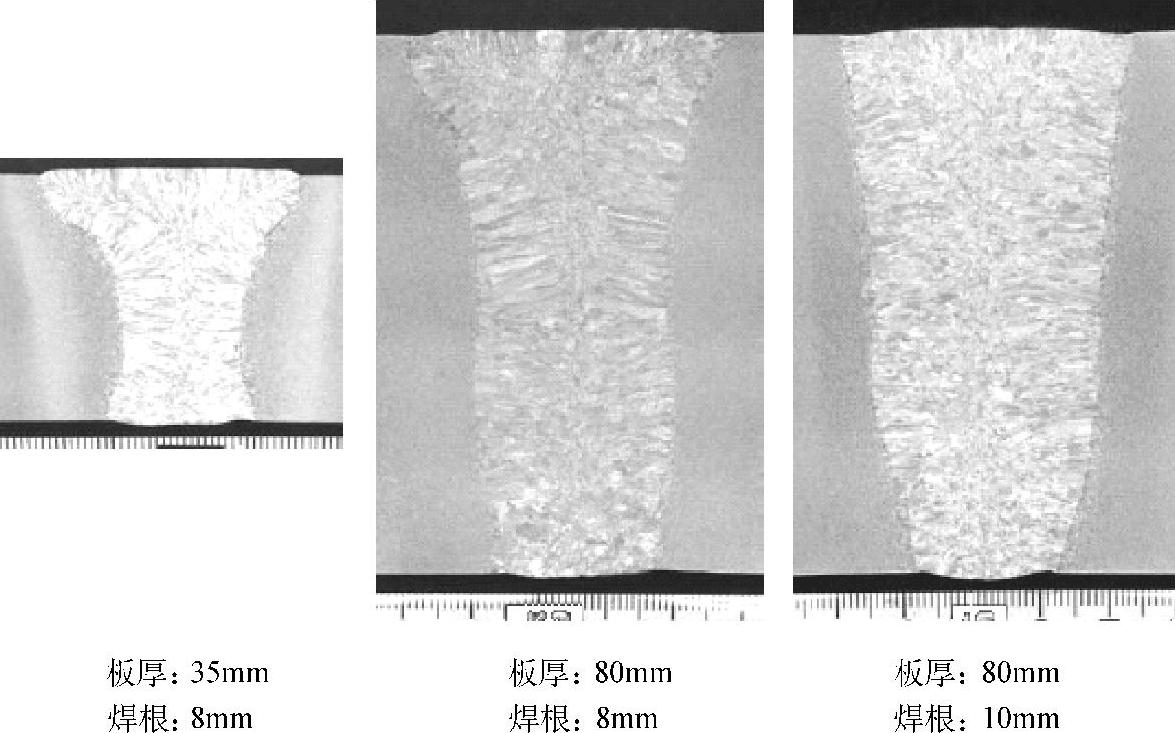
图3-37 气电立焊焊缝宏观组织