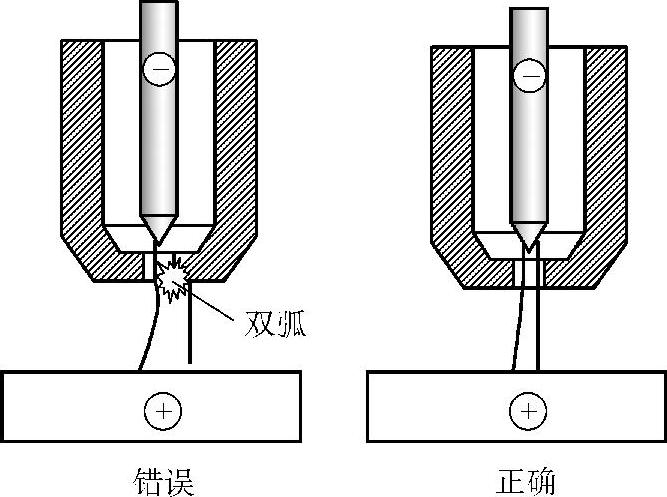
正常的转移型等离子弧应该稳定“燃烧”在钨极和工件之间,当另有电弧“燃烧”于钨极—喷嘴—工件之间时,即形成双弧,如图5-15所示。此时主弧电流将降低,正常的焊接或切割过程被破坏,严重时将导致喷嘴烧毁或离子弧过程中断。
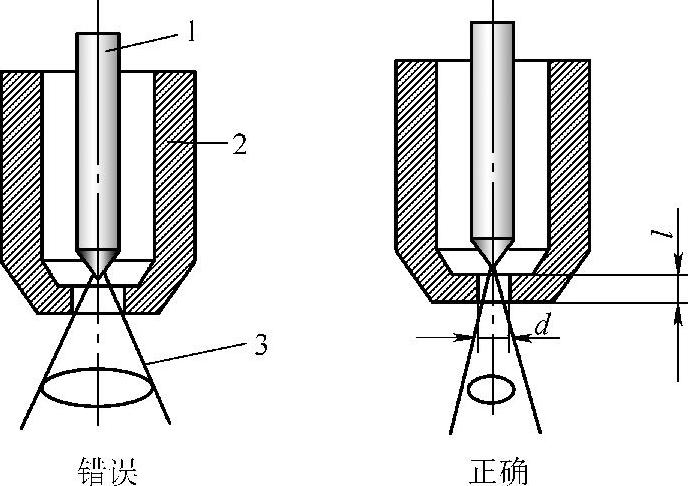
图5-14 等离子弧喷嘴的孔道比(https://www.daowen.com)
1—钨棒 2—喷嘴 3—等离子弧及扩散角
图5-15 等离子弧焊喷嘴内的“双弧”