要点228 大型闪光对焊机的选用要点
现代的大尺寸平板闪光对焊机(图10-22)是一个较复杂的机电一体化焊接设备,选用这种大型设备时要着重考查以下几点:
1.机械系统功能的完善性
1)主机架承载能力是否高、防尘性能是否好、传递效率是否高。
2)是否具有焊件的绝对定中和相对定中装置;电极与夹头的导电性、耐磨损性与刚性是否高。
3)顶锻推进调整机构是否根据不同的板厚来设置的,调整量如何,调整量是否精确;是否具有大尺寸平板冲孔及辅助夹紧装置,这是保障大尺寸平板焊接定位的重要装置。
4)是否具有大尺寸平板定缝刀装置,它是用来控制焊接板料头部尺寸伸出长度的装置,根据不同板料厚度,伸出长度就有所改变,一般板料厚的情况,伸出长度相对长些,定缝刀截面为锥形,当定缝刀行程越长,带头、带尾伸出长度越短,反之带头、带尾伸出长度越长,定缝刀下行到位后,两边有刚性定位,防止带头、带尾对齐时撞坏和位移。它由液压缸驱动,在光电控制下做上下运动。
5)具有焊疤清除系统:当带头、带尾在闪光焊接成形后,焊缝处堆积起一条焊疤,这时钢带牵引小车上的液压夹紧机构将焊好的钢板夹紧,牵引小车在丝杆的传递下将所焊钢板焊缝移动一个距离,也就是把堆积的焊疤移到刨光刀装置中心。这道焊疤必须刨光,当焊疤在牵引小车的作用下移到刨光刀中心时,压料夹钳自动下落夹紧板料,同时有上、下刨刀(拉刀)在液压缸的推动下分层切削,将上、下焊疤刨光。拉刀后部还带有清渣扫把,将刨渣清除干净。
6)是否具有月牙剪:当宽板与窄板对接焊后,两边都存在板头不齐,一是焊接处应力集中,容易断裂;二是前进中容易刮擦设备。用月牙剪剪去不齐的板头,板料的抗拉强度就大大提高,月牙剪是由液压缸驱动做上、下运动和左、右运动。
7)机座是重要构件,一般为焊接构件,焊后是否做了人工时效处理,以保证构件稳定性。机座是否有较高的加工精度,以保证焊机最终的装配质量。(https://www.daowen.com)
8)是否具有良好的润滑系统:现代的闪光对焊机采用集中多点供脂、油系统,利用适当的泵压,定时、定量、定点地输送润滑脂、油到设备的各个润滑点,保证各摩擦副维持可靠和足够的油膜,从而能持久正常的运行。

图10-22 大型宽板闪光对焊机(武汉凯奇、左上角为ESAB)
2.焊接控制系统的先进性
1)闪光对焊电流分段控制系统。针对闪光对焊的特点,需对焊接电流在时间上分两段控制(图10-23),第一段进行闪光焊接过程,此时,闪光电流的特点是维持相对较小数值(因闪光过程焊件间并未短路)但很稳定;进入顶锻过程时,因焊件完全接触,电源被短路,因此顶锻电流较大,但顶锻电流的周波数很少,一般只有3~5周波。
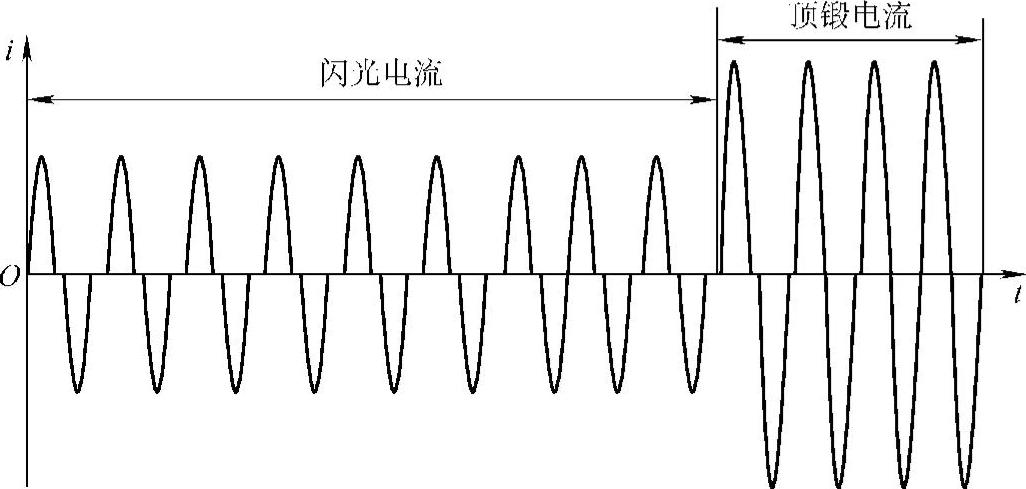
图10-23 闪光对焊机的焊接电流波形
2)具有大功率晶闸管交流开关的电流微机控制系统。由于闪光电流、顶锻电流都须精确控制,因此工频交流闪光对焊机的主电路中,都须采用大功率晶闸管交流开关作为电流控制的功率器件。而且要有闪光电流、顶锻电流的微机控制系统。
3)整机所有程序动作与附属联动设备与机构的PLC(可编程序控制器)控制。由于一台大型闪光对焊机,连同附属联动设备在内会包括如下多个系统:焊接电源系统、液压系统、气动系统、冷却系统和电气控制系统。
这些大型闪光对焊机的电气控制系统,往往采用可编程控制器(PLC)进行整机的动作程序控制。例如,武汉凯奇公司近年开发的可对接1600mm宽钢板的大型闪光对焊机(图10-22),就使用了电气性能优良的西门子产PLC作为整机所有程序动作与附属联动设备与机构的主程序控制器,而焊接电源系统中,对闪光电流和顶锻电流的控制采用了上海-梅达产的恒电流型微机控制系统。