要点110 管-板接头自动焊管机的技术要点
除了管-管对接一类的焊管接头形式外,另一类常见的焊管接头形式为管-板接头(图4-71),图4-71中是管伸出的结构;自动管-板接头焊机主要适用于平齐端板与接管的接头形式。
对管与板平齐、管内缩的接头形式结构(图4-72),自动管-板接头焊机一般也适用;这类接头多用在利用管束进行流体热交换的各种换热器中。
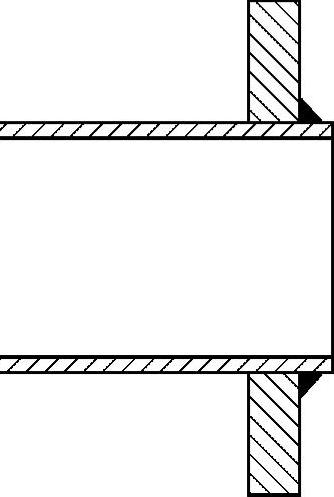
图4-71 一种典型的管板接头形式
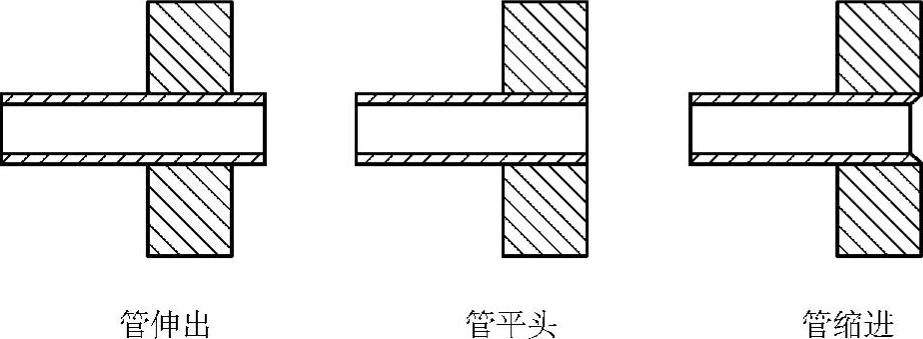
图4-72 管-板焊的接头形式
各种换热器内芯结构件都是工作在高温、大温度梯度和高压力的环境下,无疑对这类焊缝的焊接质量要求很高。近年来各种化工换热器、核动力蒸汽发生器的内芯结构件都必定采用管-板接头自动焊管机施焊(图4-73),而管-板自动焊管机的优良焊接质量也决定了在现代管-板接头结构中,管-板自动焊管机完全取代了手工焊管。
自动管-板接头焊机结构特点:
1)焊头定位方式。由于管-板接头的管子排列一般为三角、棱形规则形式(图4-74),这就决定了现流行的管-板接头管焊机的焊头均以被焊管的管孔为定位中心,电动机带动环形齿轮围绕定位中心转动。
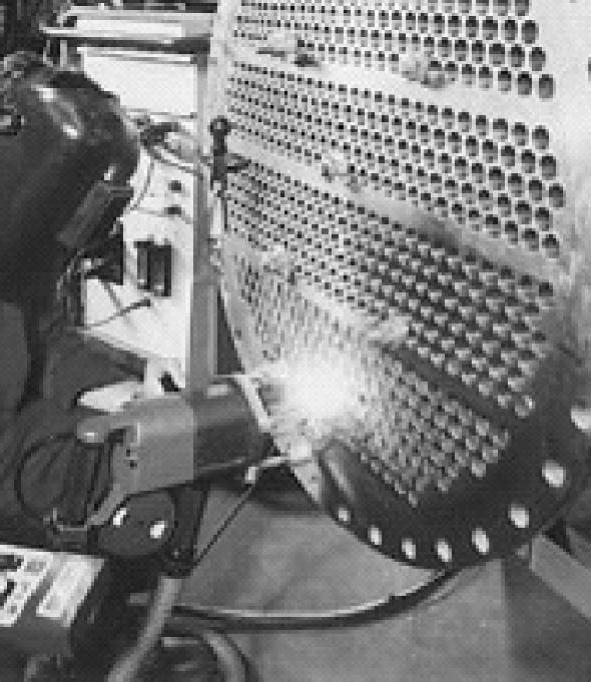
图4-73 换热器的管-板接头自动焊
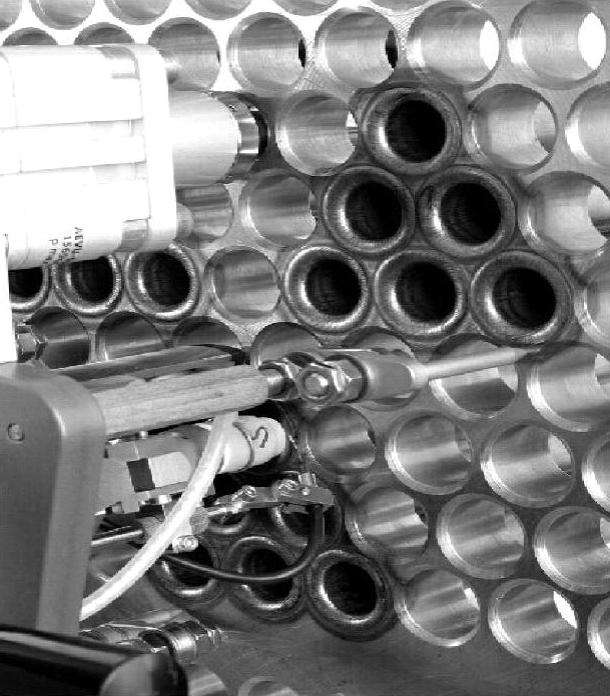
图4-74 管-板结构管子的规则排列
机头采用三点平面支撑方式支靠在管-板结构的端面。
管-板接头焊管机采用芯杆插入管内、杆端碟形弹性定位器(图4-75)的管孔定位方法:
 (https://www.daowen.com)
(https://www.daowen.com)
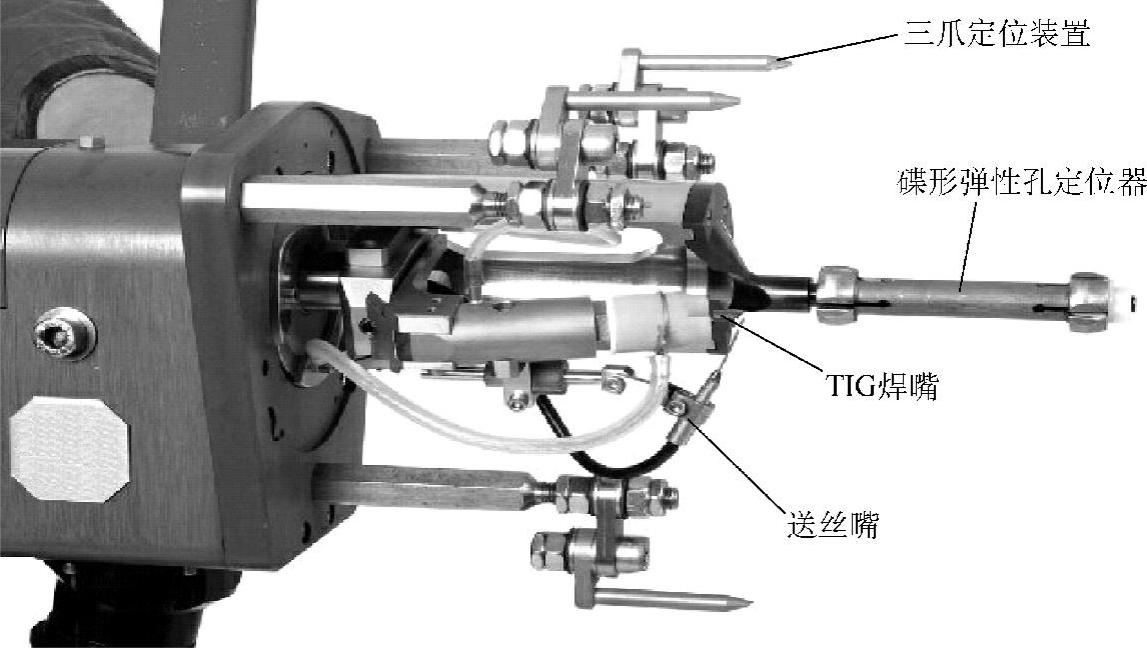
图4-75 一种典型管-板自动焊管机
碟形弹簧(图4-76)带动拉杆,拉杆端头圆锥面撑开弹性定位器内孔,将弹性定位器牢牢的胀在管子里。
通过机头尾部的气缸推动拉杆,弹性定位器便可松开,因此属于一种操作方便、装卸快捷的新型定位方法。
根据管径不同,机头可配备各种规格的芯杆定位器来满足不同管径的要求,定位一次完成后可重复焊接,连续工作。
2)机头由电动机驱动焊头旋转部分装置、定位装置、送丝机构、弧长控制部分、气体保护系统、水冷系统等部分组成。
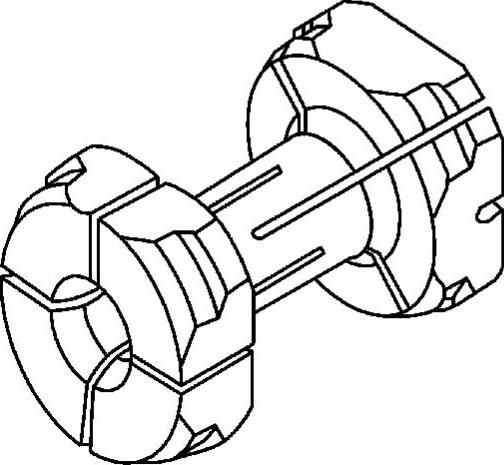
图4-76 碟形弹性孔定位器的结构
一些新型管板机头设计,将送丝机安装在机头前端随焊矩一起旋转的转盘上,这就不存在焊丝缠绕问题,相比而言还缩短了送丝机到焊接区的距离,焊丝从送丝机到送丝支架只需一根透明的聚四氟乙烯管即可,聚四氟乙烯管更换简单,焊丝无需校直轮,穿丝简易化,送丝阻力减小,回抽焊丝也更容易,整个送丝系统的损坏几率减小。
3)在焊头内部,装有弧长控制装置,即电弧AVC控制,通过步进电动机带动焊枪沿焊缝位置进行电弧电压信号反馈,保证弧长高度的稳定和焊接质量的可靠。
焊头旋转系统管-板焊机头一般采用光电码盘计数、直流电动机调速方式。在电动机输出轴与主动齿轮的联接上,有些采用了安全离合器取代销钉连接。
4)焊枪一般采用水冷TIG焊枪的标准结构形式,如图4-77所示。对焊枪还要求更换或调整钨极方便、快捷。钨极导电夹的设计要求可选用不同直径的钨棒。陶瓷喷嘴和分流器均用标准结构件,更新方便。
5)自动管-板焊机焊出的焊缝具有规则的鱼鳞纹外观(图4-78)和良好的内在质量,因此,在很多重要的管-板结构中,完全取代了焊条电弧焊。
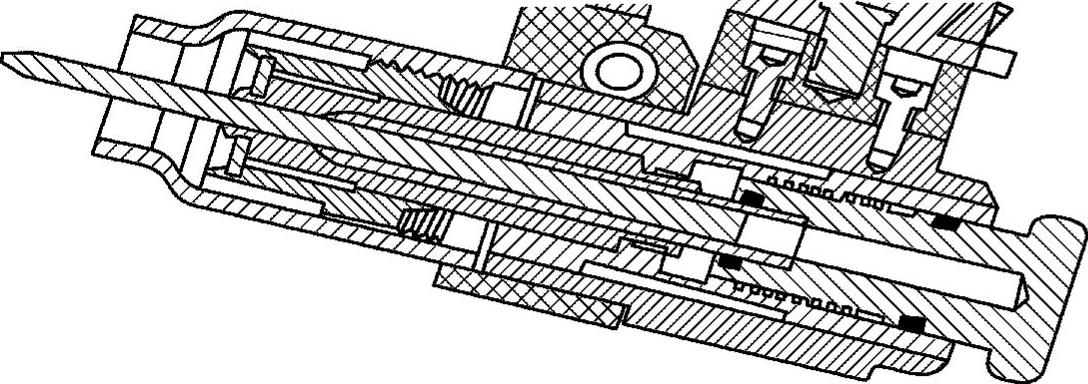
图4-77 水冷焊枪的结构示意图

图4-78 管-板自动焊管机的焊接质量