要点183 掌握点焊机器人焊钳的类型和应用要点
点焊机器人是持握点焊焊钳的工业机器人,作为点焊机器人的用户,必须从应用的角度,对点焊机器人持握的点焊焊钳的类型、性能、应用特点、特别是在汽车车身及部件焊装线上的应用有深入了解,以便做到正确选择、合理使用和维护车身焊装线。
1.“一体式”焊钳
现代点焊机器人用的焊钳都是所谓“一体式”焊钳,“一体式”指焊钳的两电极臂与焊接变压器、变压器二次侧汇流铜排制成一体(图7-78)的结构形式。
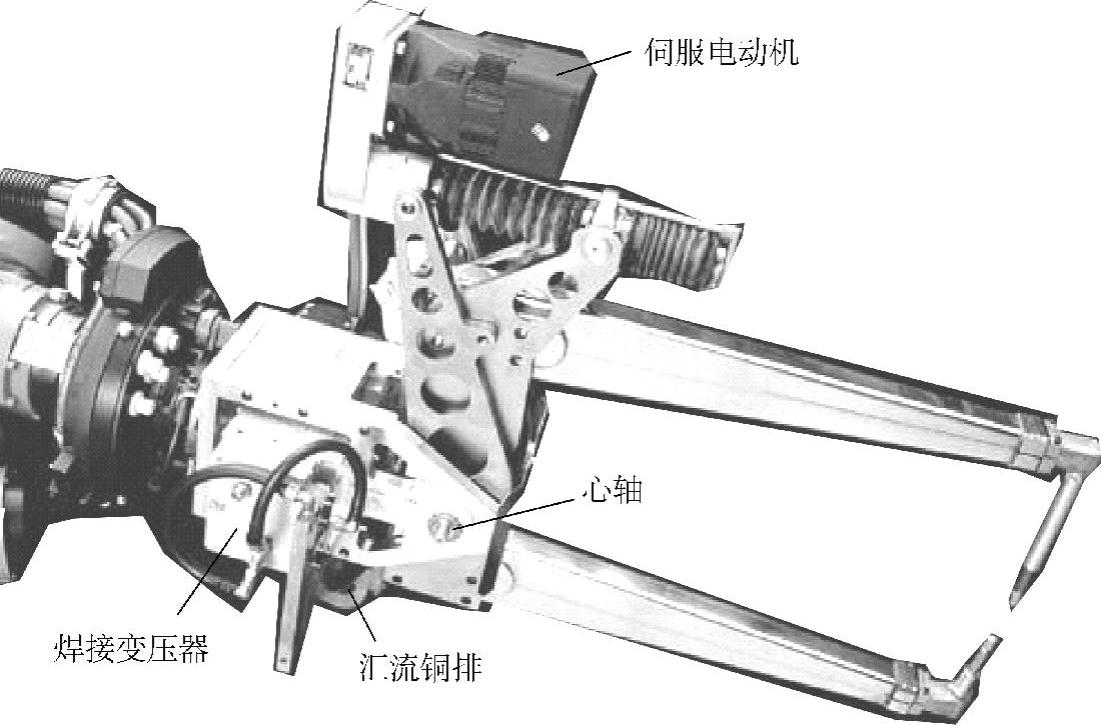
图7-78 一体式长臂型钳
由于采用了一体化焊钳,焊接变压器装在焊钳后面,然后由点焊机器人的“手”持握,所以变压器必须尽量小型化。
对于容量较小的变压器可以用50Hz工频交流,而对于容量较大的变压器,已经开始采用逆变技术把50Hz工频交流变为600~700Hz交流,使变压器的体积减少、减轻。
变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接;焊接参数由定时器调节。新型定时器已经微机化,因此机器人控制柜可以直接控制定时器,无需另配接口。
按电极臂的驱动形式,点焊机器人的常用驱动形式为“气动”和“电动机伺服驱动”。
“气动”使用压缩空气驱动“加压气缸”活塞,然后由活塞的连杆驱动相应的传递机构带动两电极臂闭合或张开。
气动焊钳两个电极之间的开口度一般只有两级冲程。而且电极压力一旦调定后是不能随意变化的。
而“电动机伺服驱动”是使用电动机通过连接机构带动两电极臂的闭合或张开。
2.X型焊钳及应用
图7-79所示的就是一种X型焊钳。X型焊钳的结构特征是:工作时,焊钳的两电极臂以心轴为支点可同时张开或闭合。
X型焊钳依两电极臂的长短,又可分为:长臂(图7-78)、中长臂(图7-79、图7-80),短臂X型焊钳(图7-81)。
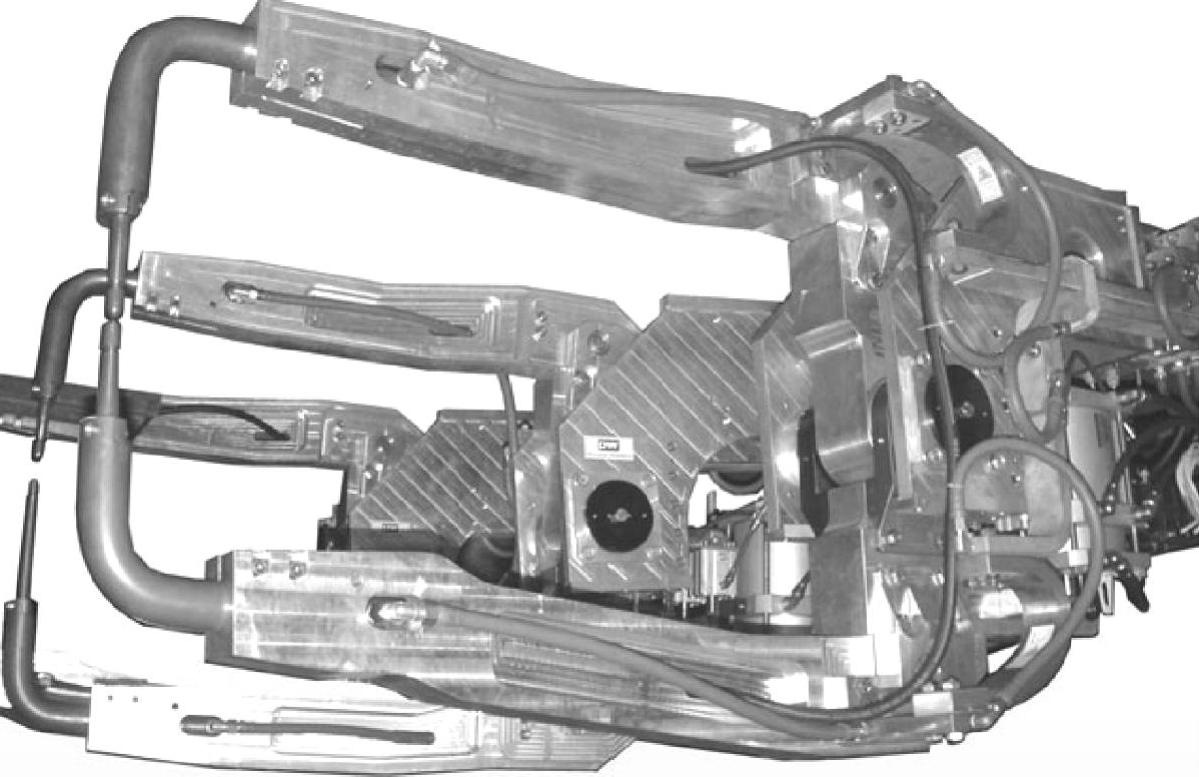
图7-79 中长臂X型焊钳(STRYVER)
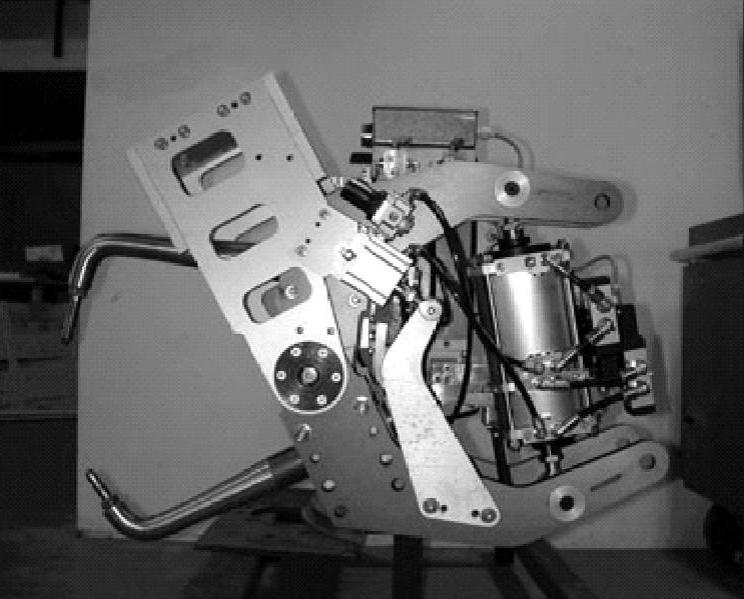
图7-80 中长臂X型焊钳
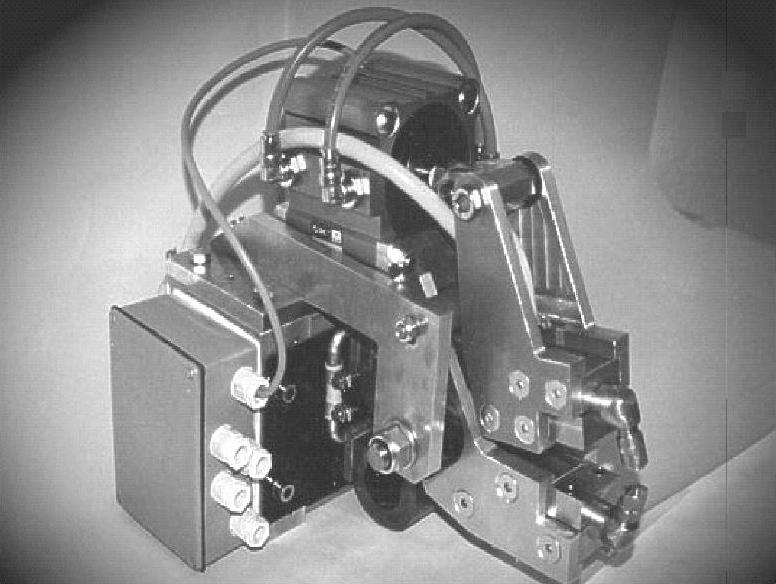
图7-81 短臂X型钳
短臂X型焊钳的特点是:由于焊接变压器的二次侧短,二次侧电感很小,因此焊接变压器二次侧可输出大电流,这就特别适用于较厚板或三叠以上接头的焊接,但要考虑电极开口能否容下接头;由于焊钳的臂短,对焊件的电极压力,可以利用杠杆原理使加压气缸(或电动机伺服)传动的力增大;而长臂焊钳是减小传动力。
由与长时工作会引起电极发热,所以焊钳都需要具备电极冷却系统。
长臂型焊钳主要应用在那些位于焊件中间部分的焊点的点焊。例如车身底板的点焊(图7-82),车身前窗框的点焊(图7-83)。

图7-82 车身底板的点焊
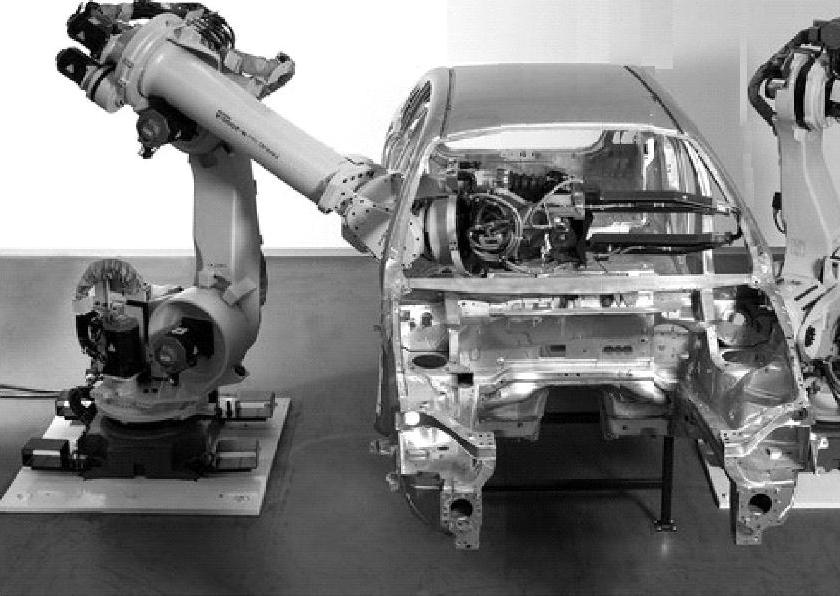
图7-83 X型长臂焊钳焊接车身前窗框的点焊
中长臂X型焊钳在车身点焊中是应用最多的形式,主要用于车身总成合拼焊的侧围窗框部位的周边焊点的焊接,如图7-84所示。
3.C型点焊钳及应用
C型点焊钳的外形如图7-85所示。其特点是只有一个动电极,因此结构简单,适用于焊件部分会伸入焊钳二次回路内的场合;C型点焊钳的C状部分要有足够的抗挠弯强度。(https://www.daowen.com)
而C状部分要有多种几何尺寸,以供用户根据工件选取,同时,C状部分还要有良好的冷却,注意图7-85中的水冷管。
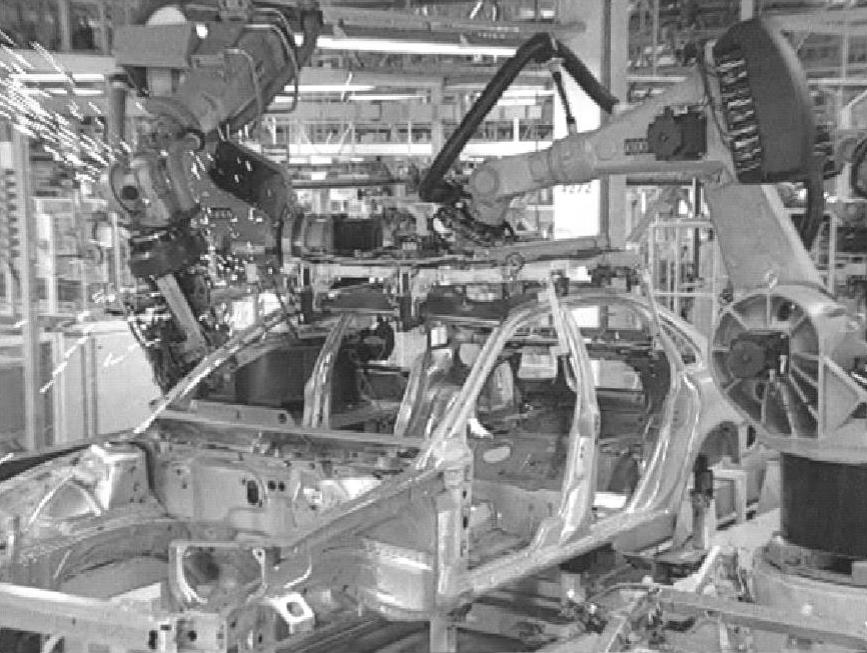
图7-84 X型中长臂焊钳在车身前门框的应用
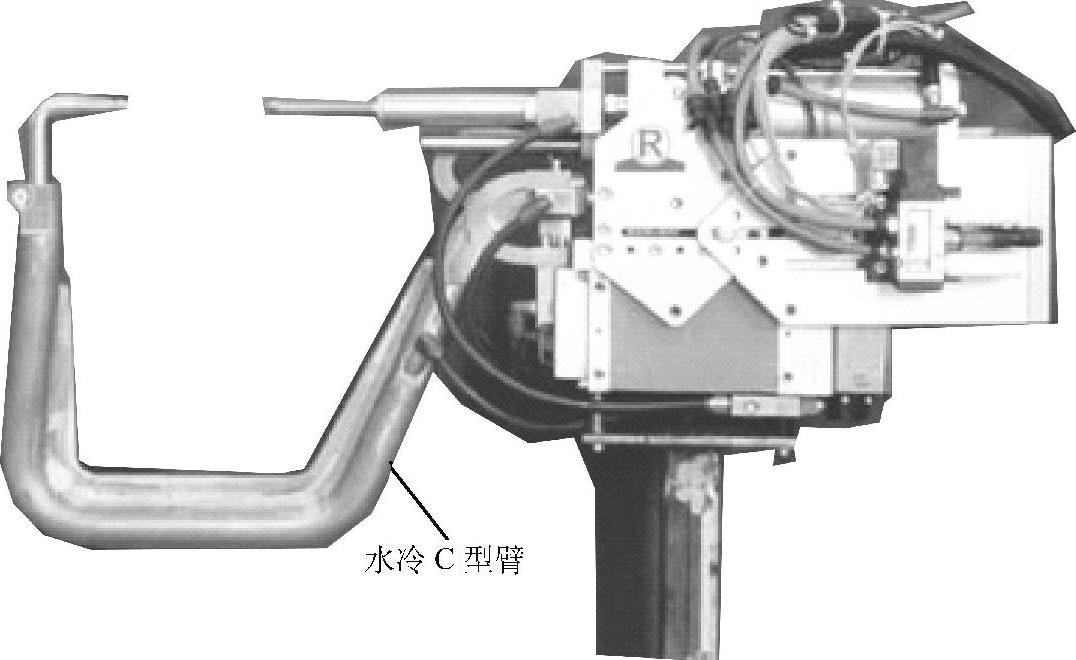
图7-85 C型焊钳的外形
C型焊钳的C形结构有铜合金圆截面锻造结构(图7-86)和铜合金异型截面结构两种形式(图7-87)。
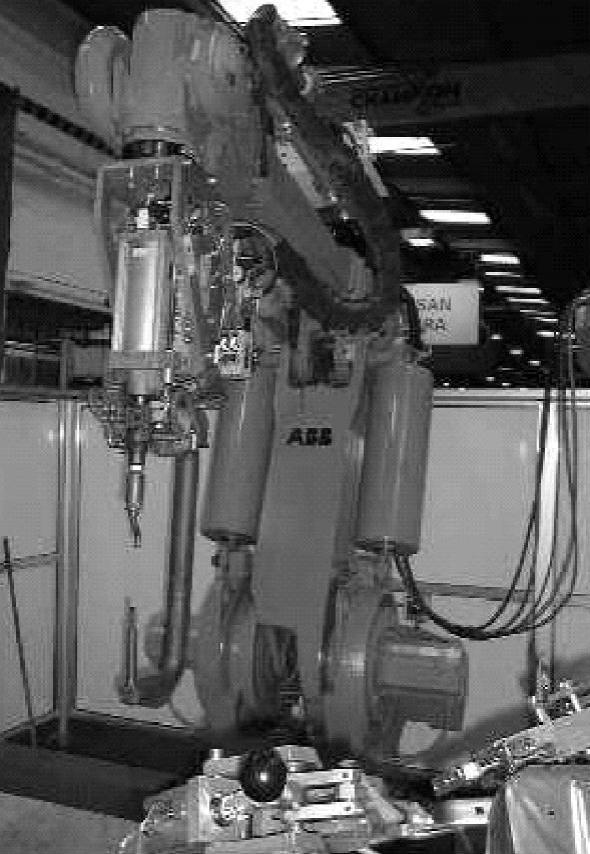
图7-86 铜合金圆截面锻造结构C型焊钳点焊机器人(ABB)
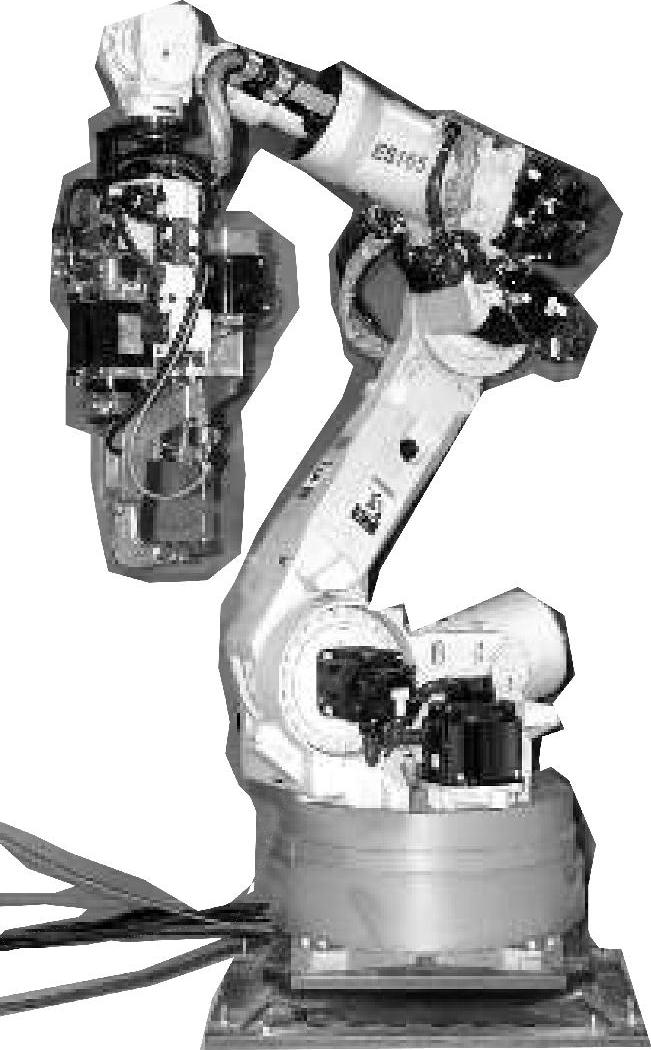
图7-87 铜合金异型截面结构C型焊钳 点焊机器人(MOTOMAN)
C型焊钳的主要特点是电极压力较大并稳定,但不如X型焊钳灵活。例如持握特大型C型点焊钳的焊接机器人。
C型焊钳最适合处于较为边缘位置的焊点的焊接,例如车身顶盖与车前窗上部位的焊点,如图7-88、图7-89所示。
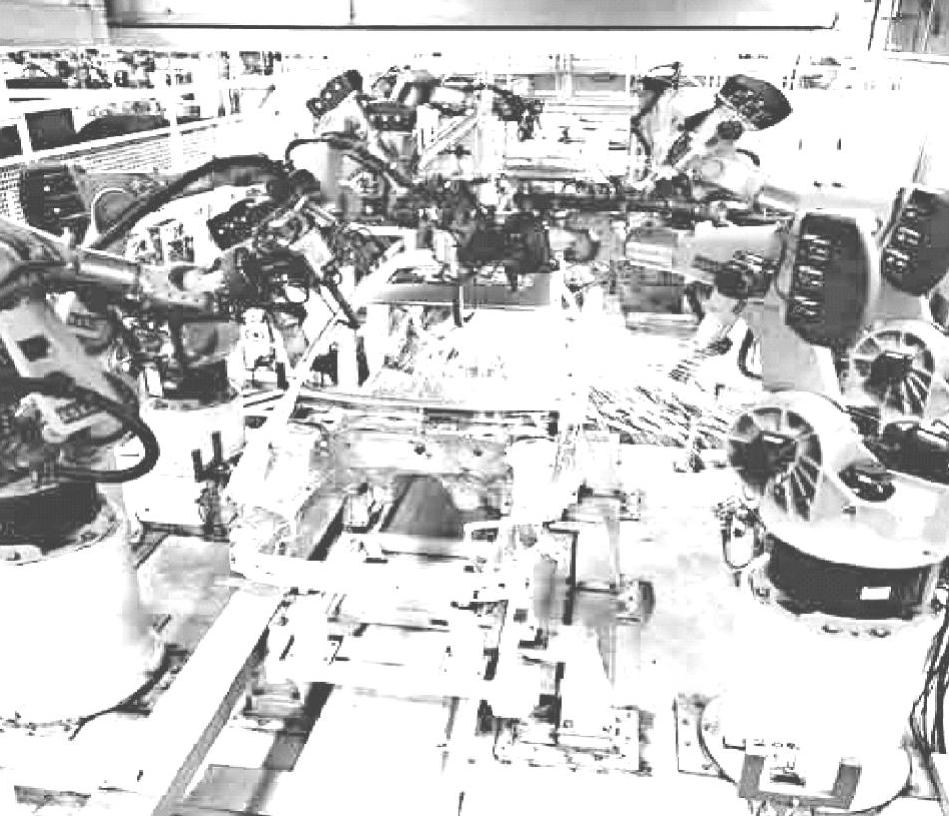
图7-88 C型焊钳适合处于较为边缘位置的焊点

图7-89 处于原位的C型焊钳的机器人
4.P型点焊钳及应用
P型点焊钳(图7-90)与X型点焊钳结构相近,但开口是最小的一种。P型焊钳的点焊机器人最佳工作姿态如图7-91所示,因此适用于处于基本水平方位、同时靠边缘的焊点。
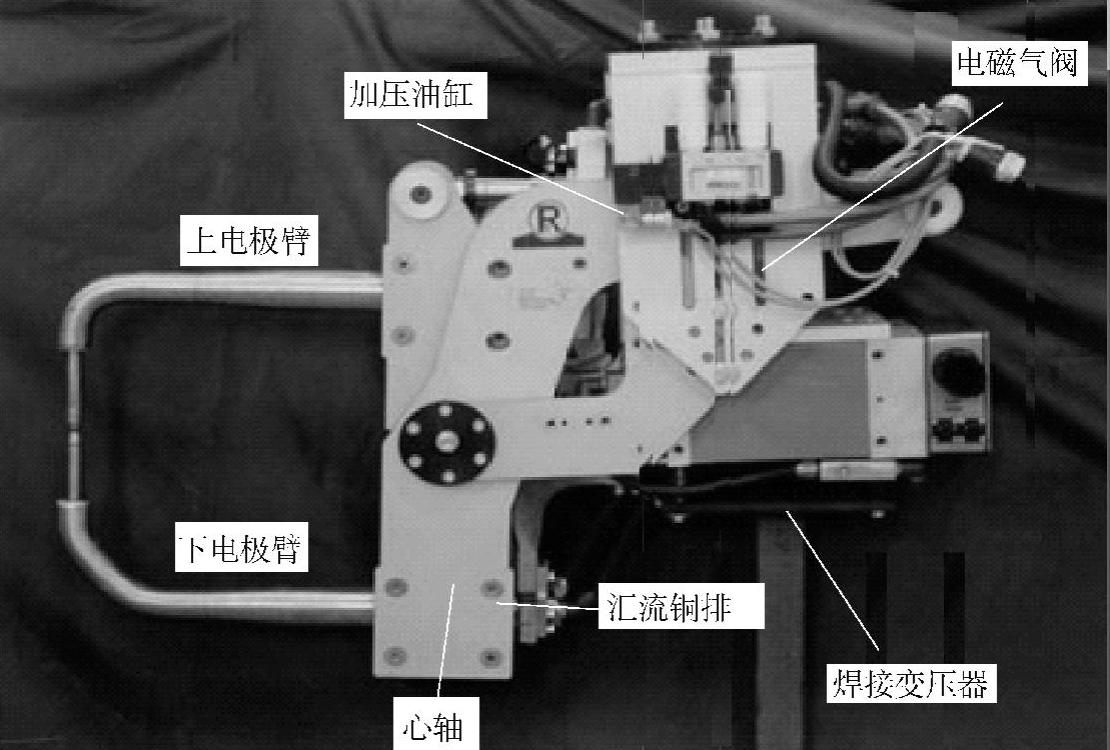
图7-90 P型点焊钳的结构
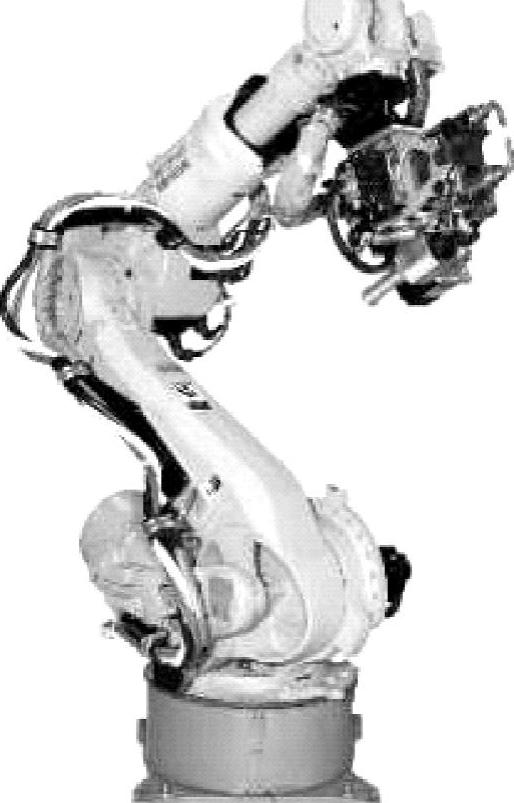
图7-91 P型焊钳点焊机器人最佳工作姿态(MOTOMAN)
5.伺服型焊钳
“电动机伺服驱动”的焊钳简称为“伺服焊钳”,“电动机伺服驱动”是利用伺服电动机(图7-92)通过相应的力变换机构带动两电极臂闭合或张开,是近年开发的一种可提高焊点质量性能较高的机器人用焊钳。

图7-92 伺服焊钳点焊机器人(FANUC)
焊钳的张开和闭合由伺服电动机驱动,脉冲码盘反馈。这种焊钳的张开度可以根据实际需要任意选定并预置,而且电极间的压紧力也可以无级调节。
这种新型电伺服点焊钳具有如下优点:
1)每个焊点的焊接周期可大幅度降低,因焊钳的张开程度是由机器人精确控制的。
2)机器人在点与点之间的移动过程中、焊钳就可以一边张开,机器人一边位移,不必等机器人到位后焊钳才张开或焊钳完全张开后机器人再移动。
3)焊钳张开度可以根据工件的情况任意调整,只要不发生碰撞或干涉,尽可能减少张开度,以节省焊钳开合所占的时间。
4)焊钳闭合加压时,不仅压力大小可以调节,而且在闭合时两电极是轻轻闭合,减少了撞击变形和噪声。