要点174 须掌握的焊点质量分析要点
在确定具体焊接结构的点焊参数前,通常必须进行焊点试件的质量分析,才能最终确定合理的点焊参数。而进行焊点试件质量分析,其关键技术问题是找出缺陷焊点与焊接参数之间的定性关系。检查焊点的内在质量通常采用试件(样本)撕裂检验法(图7-19)。
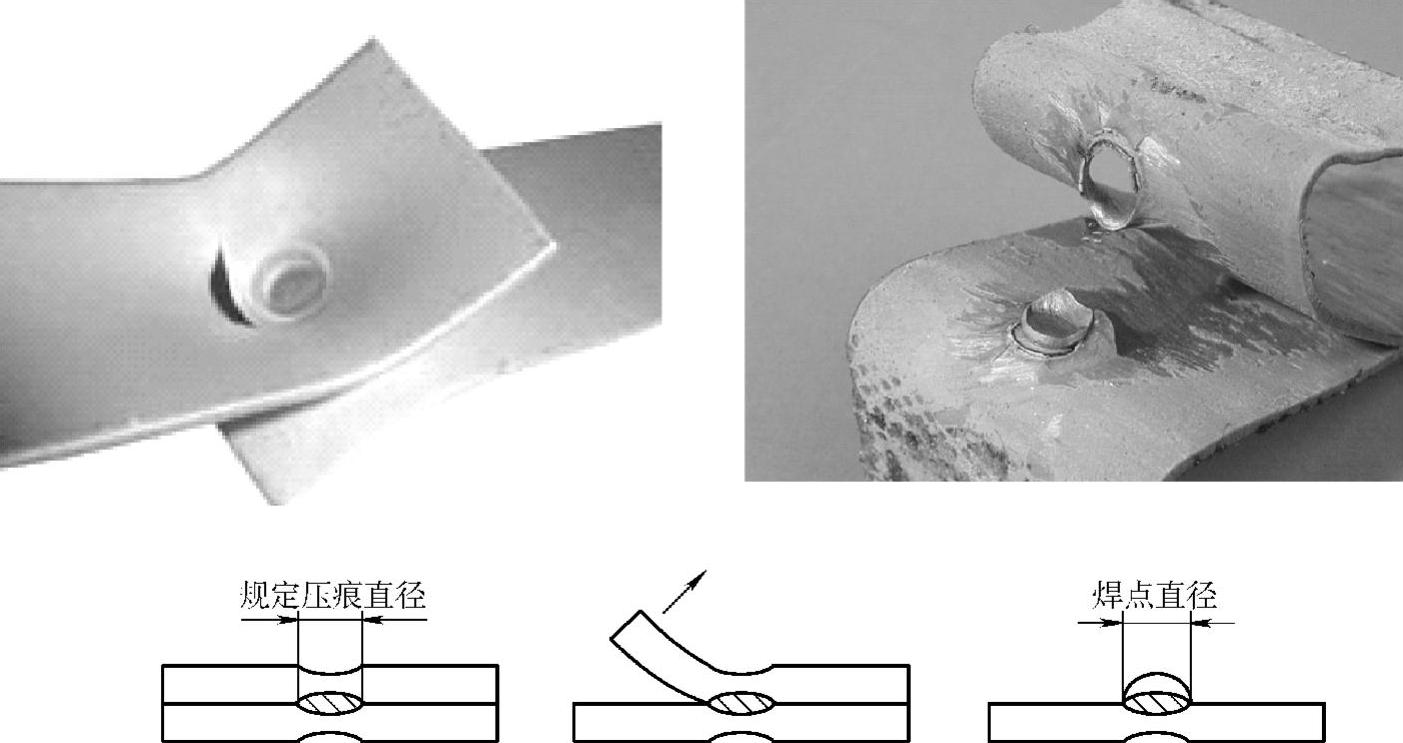
图7-19 焊点样本的撕裂检验
1.虚焊(Stuck weld)
虚焊焊点的外观如图7-20所示。焊件样本撕开后,虚焊的焊点表象就是母材没有熔化、根本没有形成熔核。
致陷原因:
1)焊接电流过小。
2)电极压力过大。
3)电极端部被镦粗。
2.焊点尺寸偏小(Undersized Weld)
正常合格的焊点,是焊点撕开后,直径达标的熔核上还牢固地粘附有母材(图7-21中的大焊点);而焊点尺寸偏小时,则表现为粘附有母材的熔核直径很小。

图7-20 虚焊的焊点

图7-21 正常焊点与直径过小的焊点
致陷原因:
1)电极加压系统故障引起压力不稳定。
2)焊件表面污垢。
3)电极端面与焊件表面不平行。
4)电极端面相对焊件有滑动。
5)电极端面磨损。
6)电极冷却不足。
7)焊接电流小。
8)电极压力过大。
9)焊接通电时间短。
3.“缺口”焊点(Nonround Weld)
图7-22是有“缺口”焊点撕开后的况状。
致陷原因:
1)电极端部的形状选择不当。
2)电极端部与工件不平行。(https://www.daowen.com)
3)焊件表面有油污。
4)焊机功率不够。

图7-22 “缺口”焊点
4.熔核撕开焊点(Interfacial Separation)
熔核撕开焊点,就是焊点是由熔核中心线上被撕开、而熔核上没有粘附母材金属,(图7-23)。撕开焊点的熔核内要么存在裂纹(图7-24)、要么有其他熔核结晶缺陷。
致陷原因:
1)电流小而同时电极压力小。
2)焊件表面有油污。
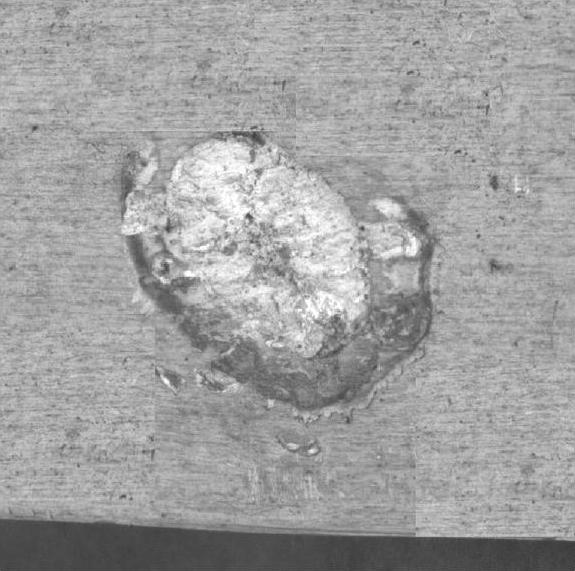
图7-23 撕开焊点的熔核上没有粘附母材
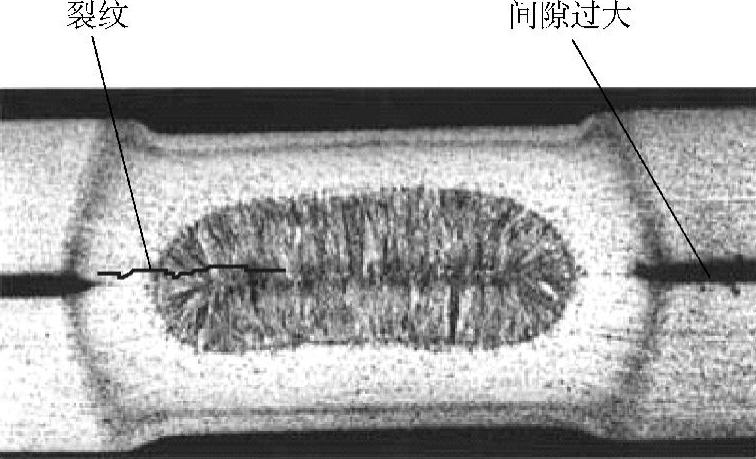
图7-24 撕开焊点的熔核内存在裂纹
3)碰上母材杂质的偏析。
4)电极压力过小。
5.焊点过烧(Expulsion/Burn Through)
过烧的焊点表面状况一看便知(图7-25)。
致陷原因:
1)电流过大而同时电极压力小。
2)电极端面严重污秽。
3)通电时间过长。
6.焊点压陷(Excessive Indentation)
压陷焊点的背面如图7-26所示。
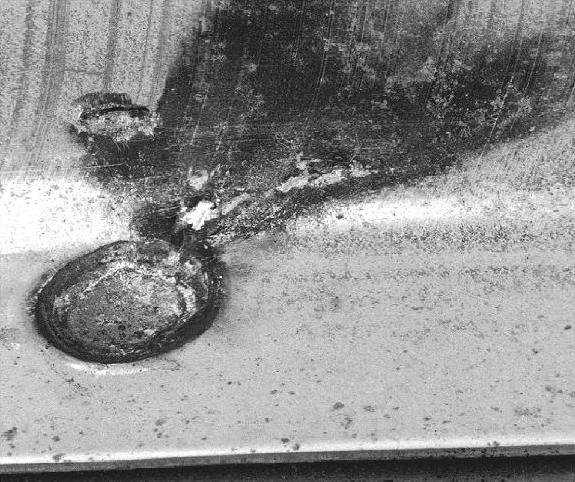
图7-25 过烧的焊点表面状况

图7-26 压陷焊点的背面
致陷原因:
1)电流不太大、但通电时间过长(即焊接参数选择不恰当。
2)上电极的端面尺寸选择不恰当。