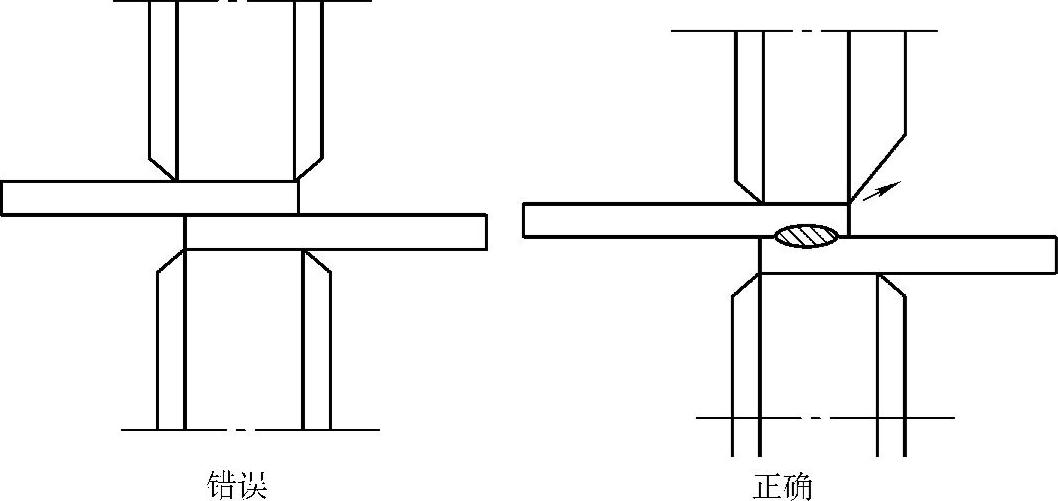
如果要求焊件的一面具有平滑的表面,必须适当控制滚轮形状及焊件的接触方式。接触面太大不利金属流动,对成形不利。采用具有7°~10°斜面的滚轮施焊,可将被压溃而伸长的金属引导到滚轮斜面方向来,可以保证焊件表面平滑(图9-11)。(https://www.daowen.com)
图9-11 获得平滑缝焊表面对滚盘的处理