要点26 筒体环缝焊接时焊丝不宜与焊件中垂线重合
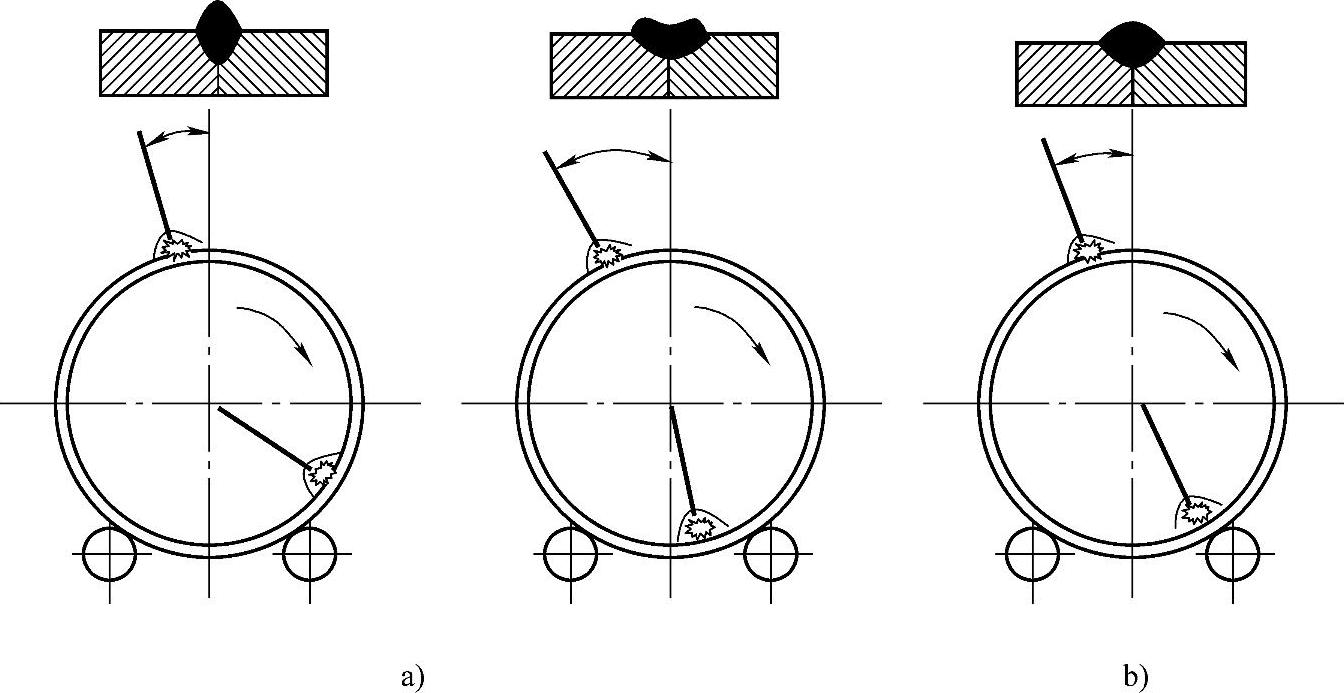
为防止熔池中液态金属和熔渣从转动的焊件表面流失,并保证熔池在水平状态下凝固,焊丝的中心线必须偏移焊件中心线一定距离,即外环缝焊接时呈现下坡焊状态,内环缝焊接时呈现上坡焊状态(图2-4)。而偏离量与筒体直径、焊接速度成正比,一般在20~60mm范围内改变;如果焊丝不偏移或偏移量不当,必将造成焊件烧穿、焊缝超高、熔池金属溢流以及焊缝表面成形不良等缺陷。
 (https://www.daowen.com)
(https://www.daowen.com)
图2-4 筒体环缝焊接时焊丝的偏移
a)偏移量过大或过小 b)偏移量适当
 (https://www.daowen.com)
(https://www.daowen.com)