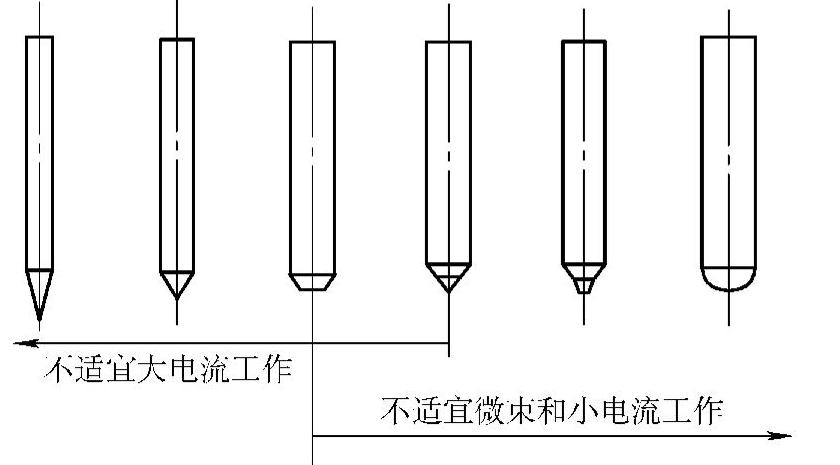
为了便于引弧和增加电弧的稳定性,电极端部可磨成20°~60°的夹角。小锥角电极适用于小电流和微束等离子弧焊接。
当等离子弧工作于大电流范围时,为了减缓电极烧损,应将电极端头磨成圆台形、圆台尖锥形、锥球形或球形,如图5-19所示。(https://www.daowen.com)
图5-19 等离子弧焊用的电极形状