要点76 了解数字式弧焊电源在气体保护焊中的广泛应用和优势
数字式弧焊电源是指电源的主要控制电路由数字控制技术替代了传统的模拟控制技术,且控制电路中的控制信号也由模拟信号过渡到数字信号;数字电源与模拟电源相比有着明显的优势,主要体现在数字电源具有系统灵活性好、控制精度高、稳定性与产品一致性好、接口兼容性好以及系统功能升级方便等特点;在已知的电弧焊工艺中,采用数字式弧焊电源气体保护焊占据第一位(图3-40)。
1.数字控制弧焊电源的优点
(1)数字控制弧焊电源具有很好的系统灵活性 数字控制弧焊电源灵活性是指系统功能控制“由硬变软”后,再改变系统的配置和控制参数(如滤波电路与性能、放大电路与增益、波形变换电路与组合等)将变得十分灵活;对于模拟系统来说,达到同样目的,就必须改变电路硬件,这一般来说是很困难的。而对数字系统来说,改变系统的配置和参数可通过改变软件来实现。对数字控制弧焊电源来说,其灵活性则意味着同一套硬件电路可以实现不同的焊接工艺控制。
(2)数字控制弧焊电源控制方式灵活性 数字控制弧焊电源控制方式灵活性是指对于不同焊接工艺方法和不同焊丝材料、直径等可以选用不同的控制方式(控制模式)和控制参数,从而使焊机在实现多功能集成的同时,每一种焊接工艺方法的效果也得到大幅度的提高。
例如奥地利Fronius公司结合逆变技术和数字信号处理器技术,推出的全数字化TPS系列(TPS2700/TPS4000/TPS5000)焊机。该系列焊机是数字化控制的弧焊逆变器,其控制系统采用DSP芯片监控焊接过程,实现程序化(通过控制面板上的焊接程序按键,见图3-41)引弧和收弧、智能化调节参数,大大简化了焊接工艺操作。
通过事先选用各配套焊枪(图3-40中所示的MIG/MAG焊枪、CO2焊枪、TIG焊枪)就
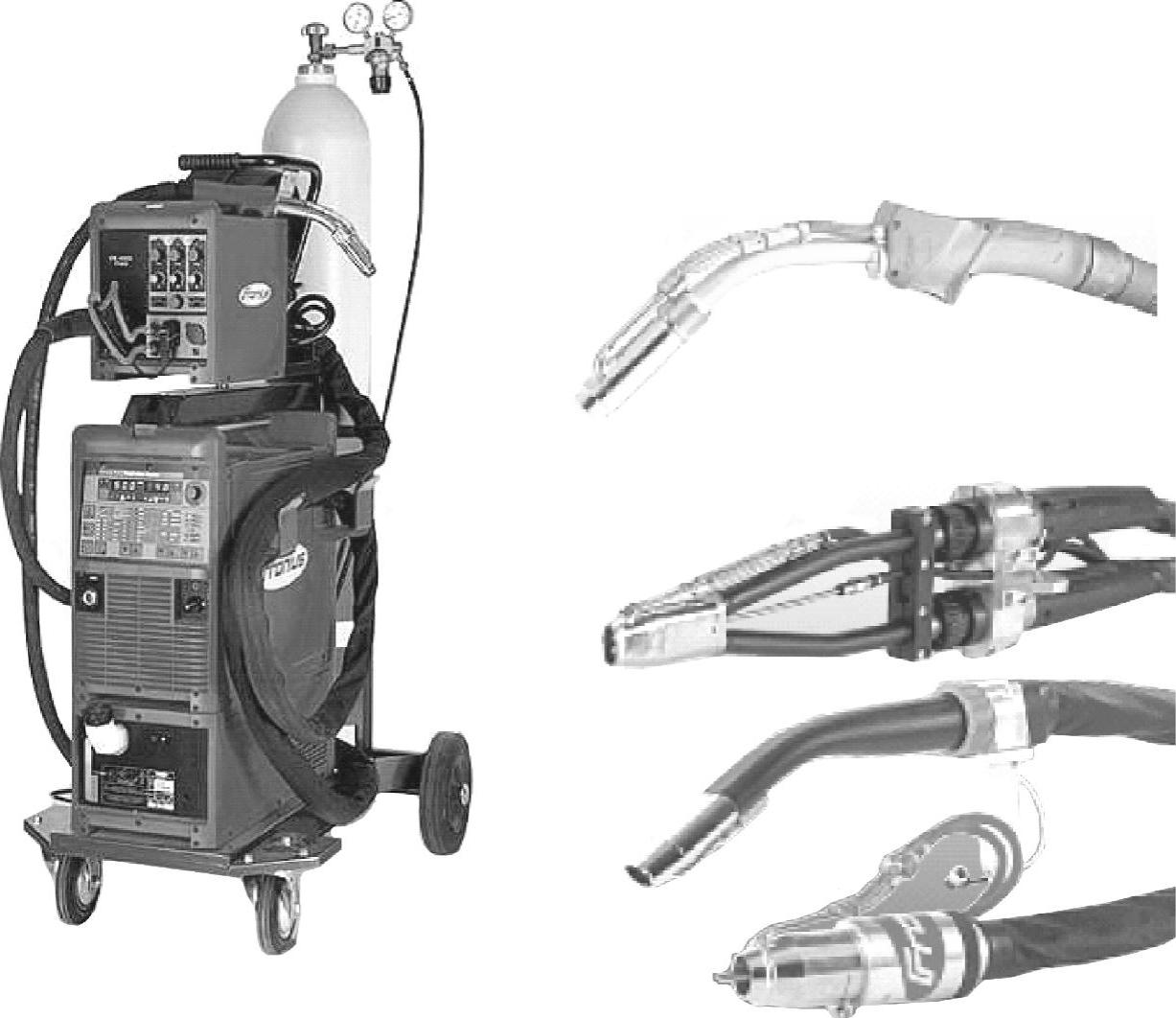
图3-40 Fronius公司的Transplus系列气体保护焊弧焊电源
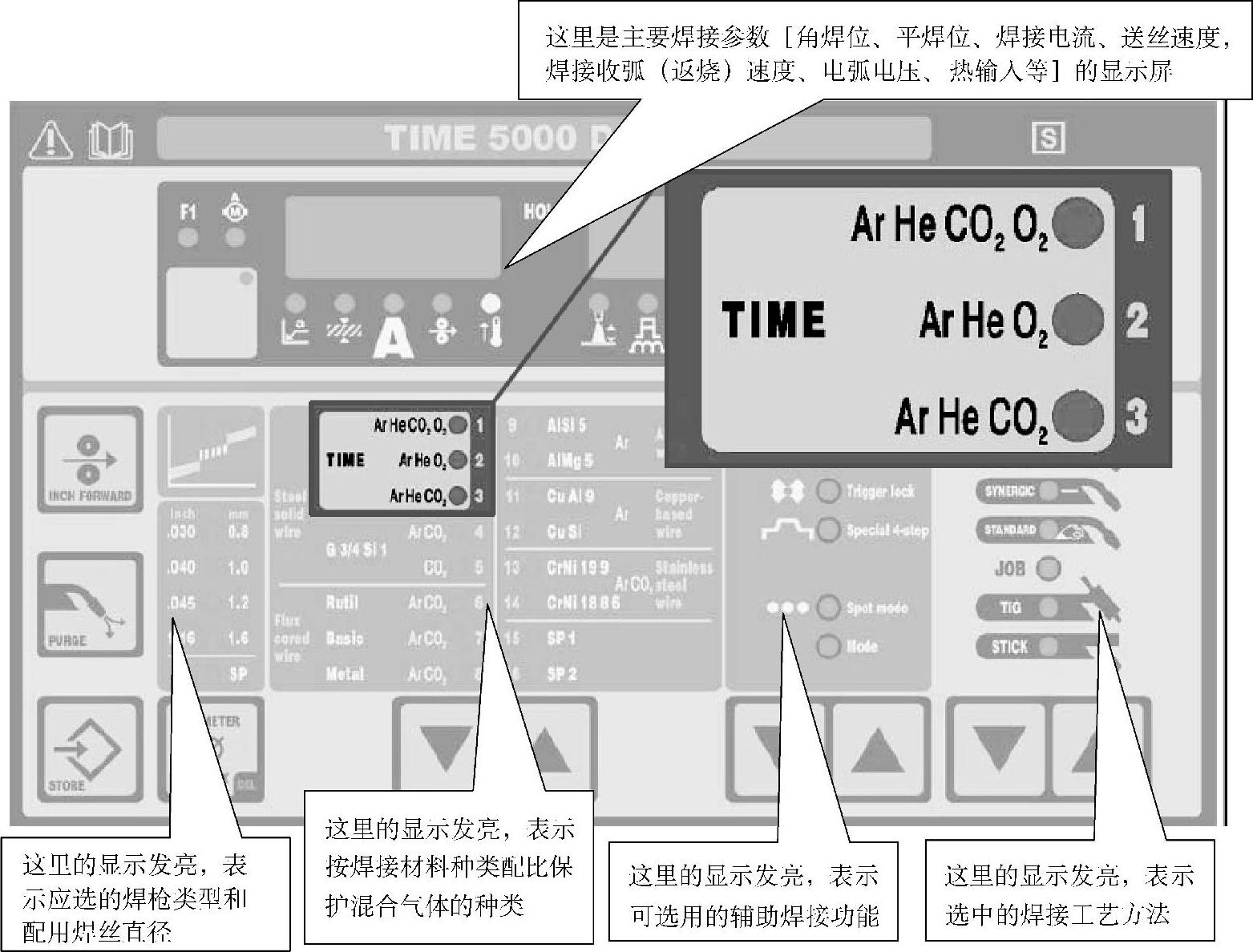
图3-41 TPS5000型数字式气体保护焊电源的控制屏
可使焊机具有MIG/MAG、TIG、CO2、焊条电弧焊等多种焊接工艺功能(也通过控制面板上的操作模式按键加以选择)。
(3)可实现熔滴过渡和精细波形控制 使用数字化焊接电源进行MIG/MAG、CO2等熔化极气体保护焊时,可实现熔滴过渡的精确控制。多年来CO2气体保护焊工艺方法大量用于产品的焊接生产过程,但焊接过程飞溅较大一直是人们急于解决的问题,特别是对于焊接表面质量要求非常苛刻的汽车车身的CO2气体保护焊工艺制造就显得更为重要。
由于数字化焊接电源实现了焊接电压、电流波形在线快速检测和快速计算短路过渡特征参数,因此使焊接工艺中的先进控制思想,得以在数字控制电源中实现。
解决熔化极弧焊电源的抗飞溅能力与焊缝成形的本质问题,是熔化极电弧焊的熔滴过渡问题。但时至今日,国内外还没有研制成理想的“零飞溅”熔化极弧焊电源,但已经开发出“少飞溅”的CO2弧焊电源,并同时在一台电源中,获得了良好的焊缝成形。具有代表性的是林肯焊接设备公司(美)近年发布的所谓熔滴的表面张力过渡(Surface Tension Transfer,简称STT)控制,如图3-42所示;图3-43给出了该CO2弧焊电源的外形与控制面板。
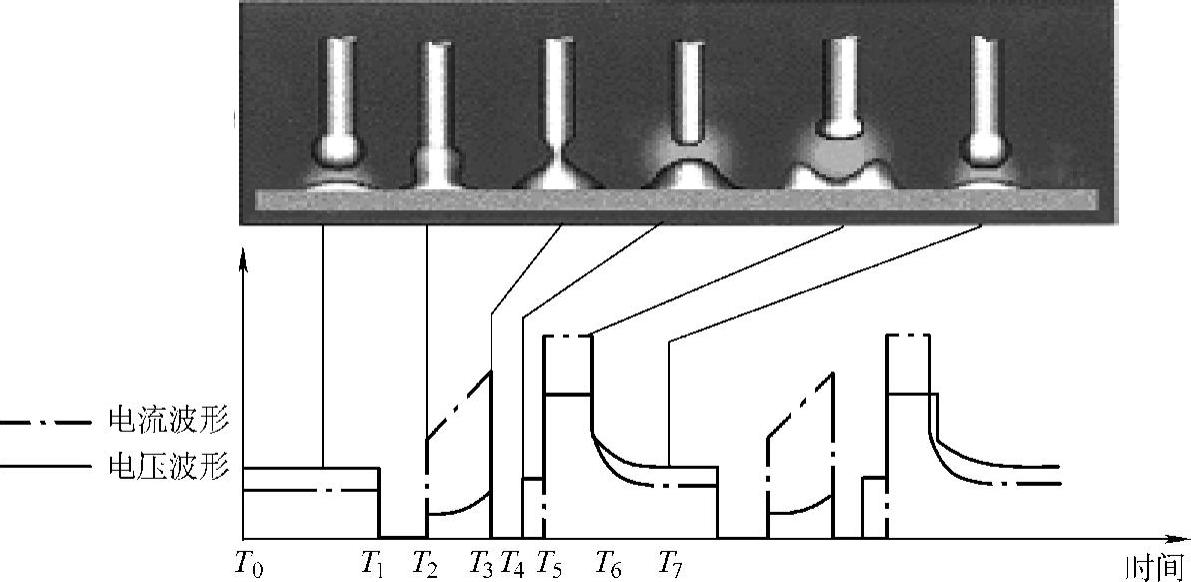
图3-42 熔滴STT控制技术的电源电压、电流波形
具有少、无飞溅的国外优秀CO2弧焊电源,还有米勒(美Miller)公司采用所谓熔滴小球过渡法(RMD Ball transfer)(图3-44)的数字式电源(图3-45)。
图3-46是唐山-松下(PANASONIC)产YD-350GR3数字电源,该电源的主要特点是:
对短路过渡电流波形的上升时间、燃弧时间及下降时间以及各时段的电流峰值进行精确控制,即通过单片机给出多种斜率、不同幅值的CO2短路电流波形,使得CO2焊接的工艺效果在不同的电流范围内都能接近于最佳控制,以达到进一步减小焊接飞溅目的。
该电源对短路过渡电流波形进行控制的同时,可得到所谓“一脉一滴”的熔滴过渡效果,这就为进一步改善焊接质量(焊缝成形)创立了良好的设备条件。
该焊机也是数字化控制的弧焊逆变器,其控制系统采用单片机和DSP芯片监控焊接过程,实现程序化控制;通过控制面板(图3-47)上的焊接程序按键,控制引弧和收弧、智能化参数调节,大大简化了焊接工艺操作。
该焊机也具有MIG/MAG、TIG、CO2、焊条电弧焊等多种焊接工艺功能(也通过控制面板上的操作模式按键加以选择)。
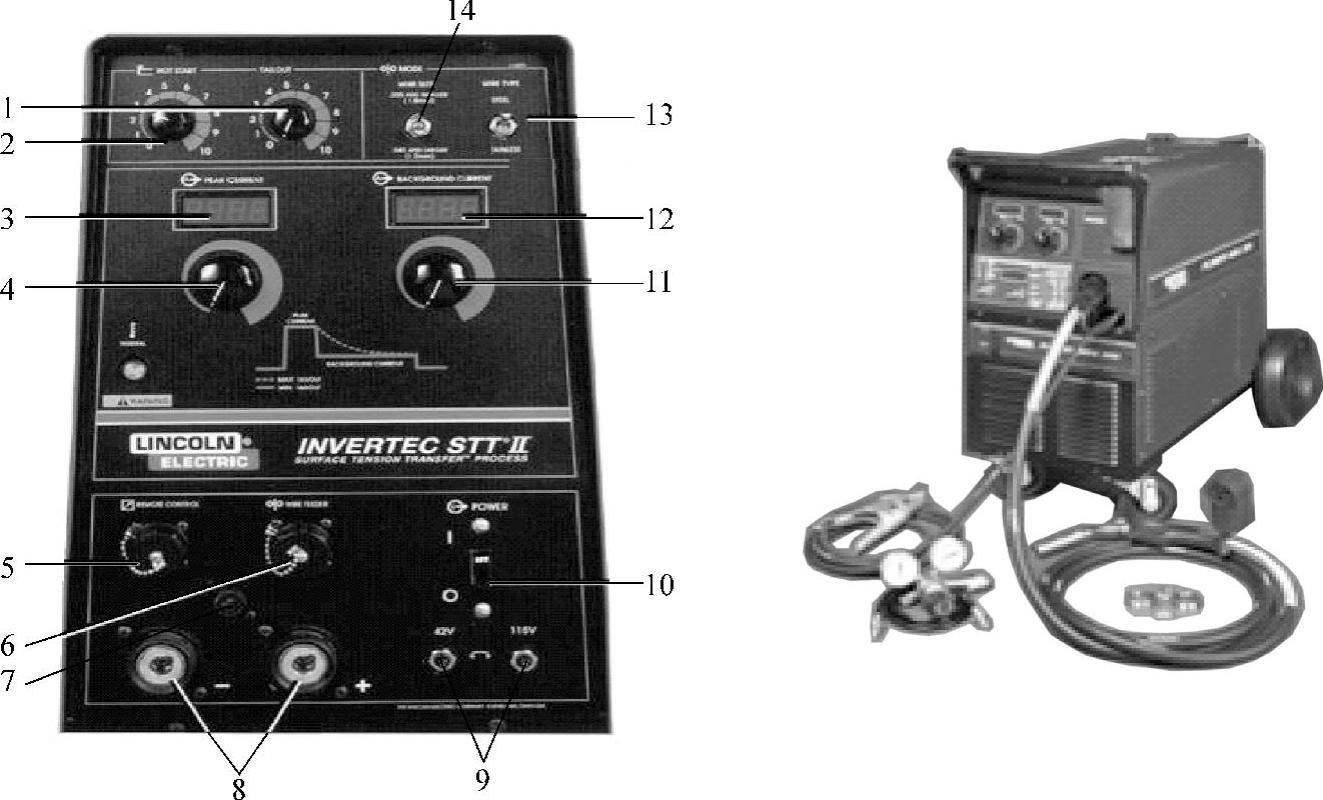
图3-43 林肯(美LINCOLN)STT功能的CO2弧焊电源
1—收弧控制 2—热起弧控制 3—峰值电流(液晶)显示 4—峰值电流控制旋钮 5—10针峰值与基值电流遥控插座 6—带42V/115V辅助电源送丝机构的14针插座 7—检测用线(7.6m)连接接口 8—一对为带专用插头(产品编号M15479)的输出插口 9—42V/115V电源开关 10—总电源开关 11—基值电流控制旋钮 12—基值电流(液晶)显示 13—焊丝模式(种类选择)开关 14—焊丝直径(选择)开关
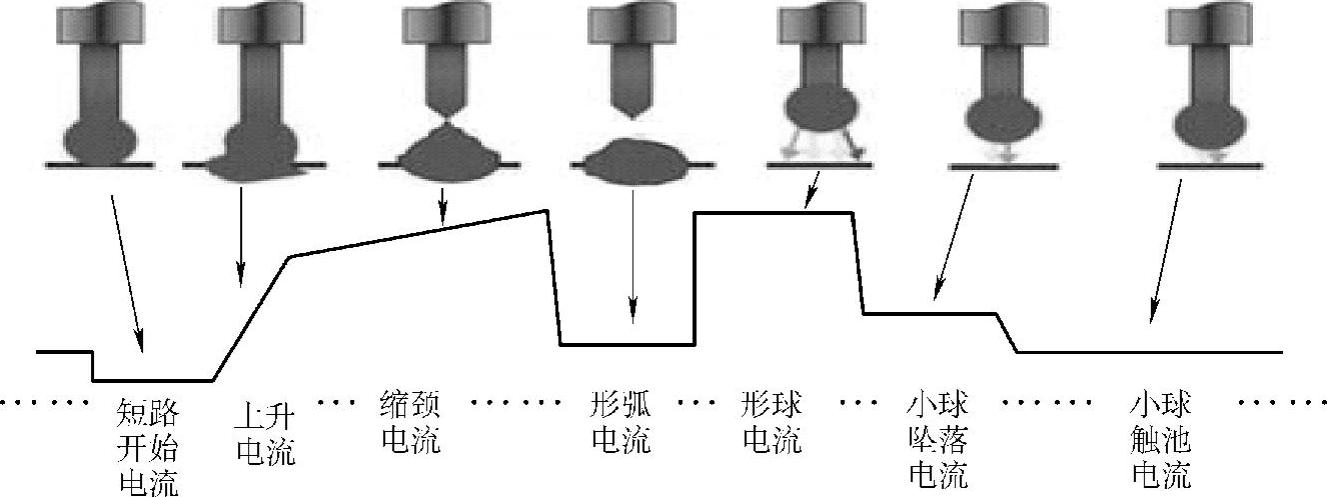
图3-44 熔滴小球过渡法技术

图3-45 MILLER数字式少、无飞溅CO2焊机(https://www.daowen.com)

图3-46 唐山-松下产YD-350GR3数字电源
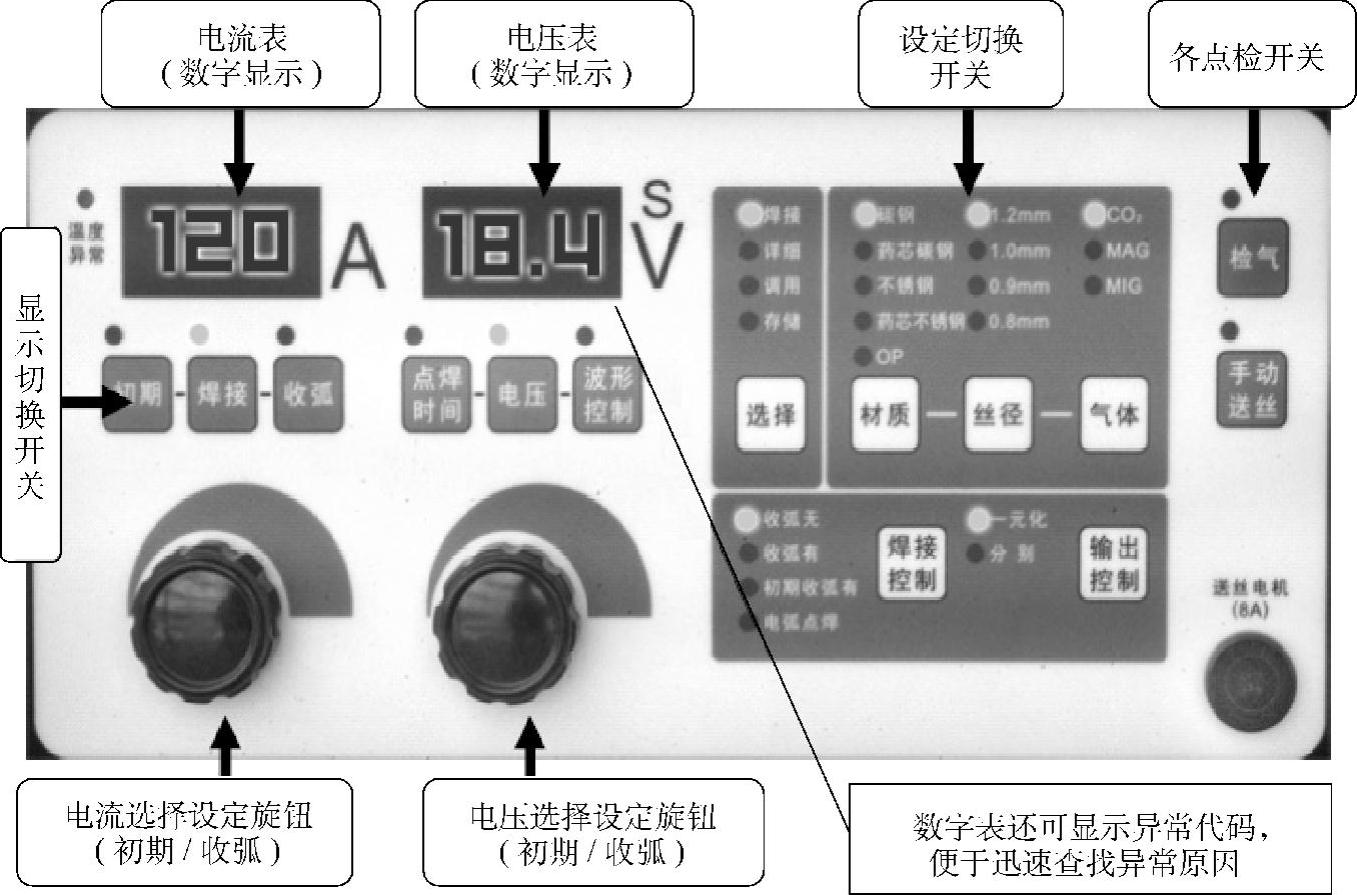
图3-47 YD-350GR3数字电源的控制面板
2.数字电源使全位置焊管技术有所突破
由于采用了数字电源后,在电弧焊管工艺中关键技术(TIG填丝焊法、MAG焊法时,下行焊位和仰焊位的熔滴过渡与焊缝成形技术)的突破,才使高质量的自动电弧焊管得以实现。这也正是近年来在电弧焊管机中,全部采用数字电源的主要原因。
图3-48所示是采用数字电源(A21PRO,图3-49)的全位置自动电弧焊管机;图3-50所示是采用脉冲控制电源进行管道的半自动气体保护焊。
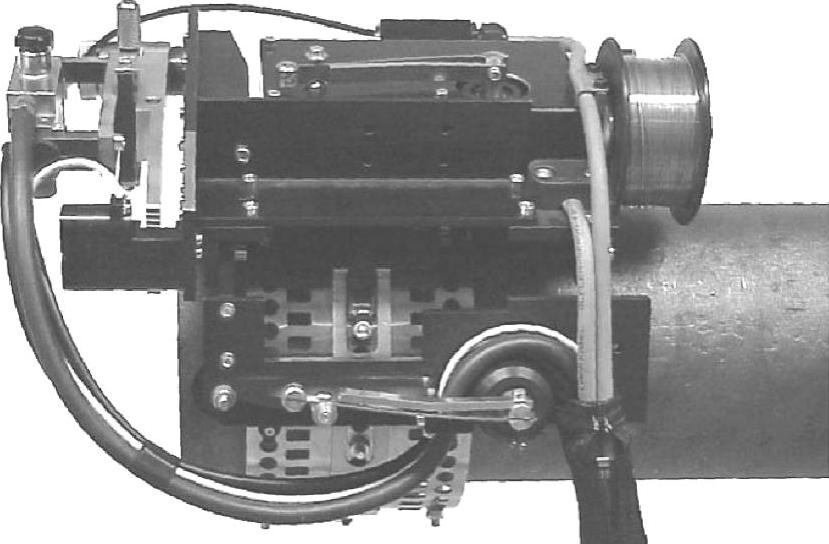
图3-48 爬车式焊管机(ESAB)
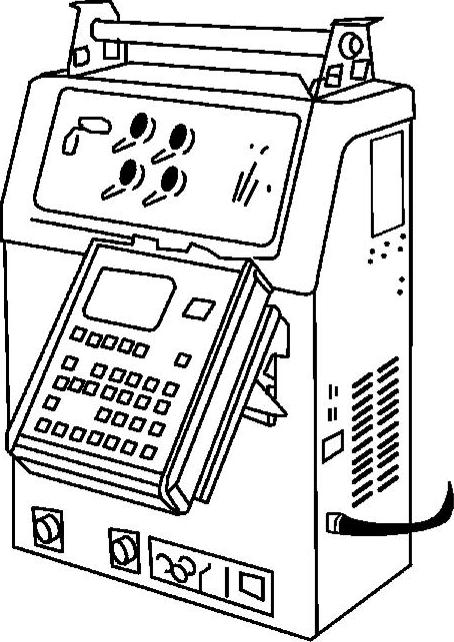
图3-49 A21PRO型焊管机配套数字电源(ESAB)
图3-51所示为POLYSOUDE公司研制开发的气体保护焊(采用TIG填丝焊工艺)全位置焊管机与配用的数字式电源的控制面板。全位置焊管的各种焊接位置可实现电流脉冲程序控制,由于采用机械式固定的焊接小车轨道,因此可对不锈钢材料的管道进行全位置焊,图3-51中显示的就是正在焊接核电站的不锈钢材料管道。
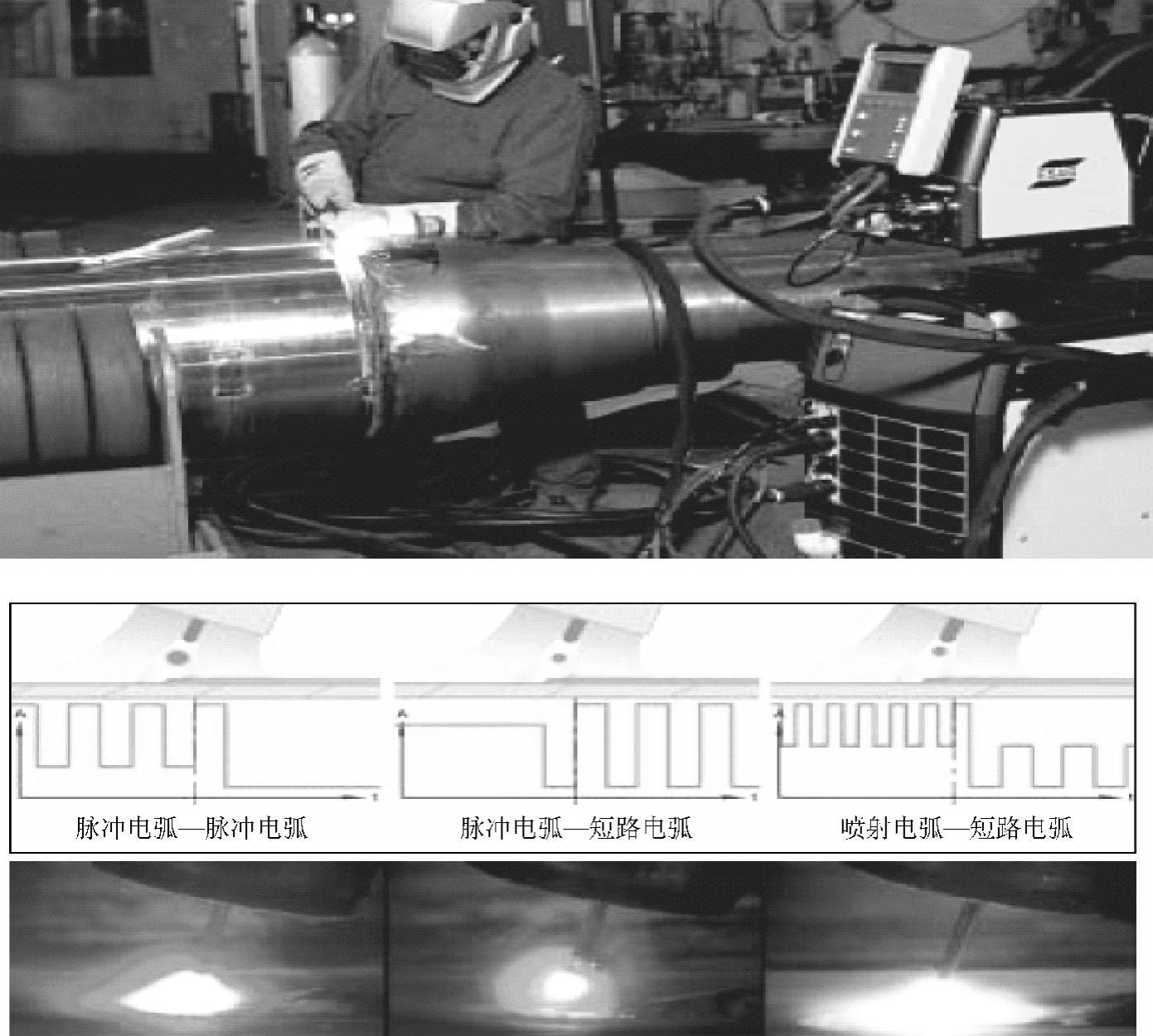
图3-50 采用脉冲控制电源的气体保护焊管设备(ESAB)
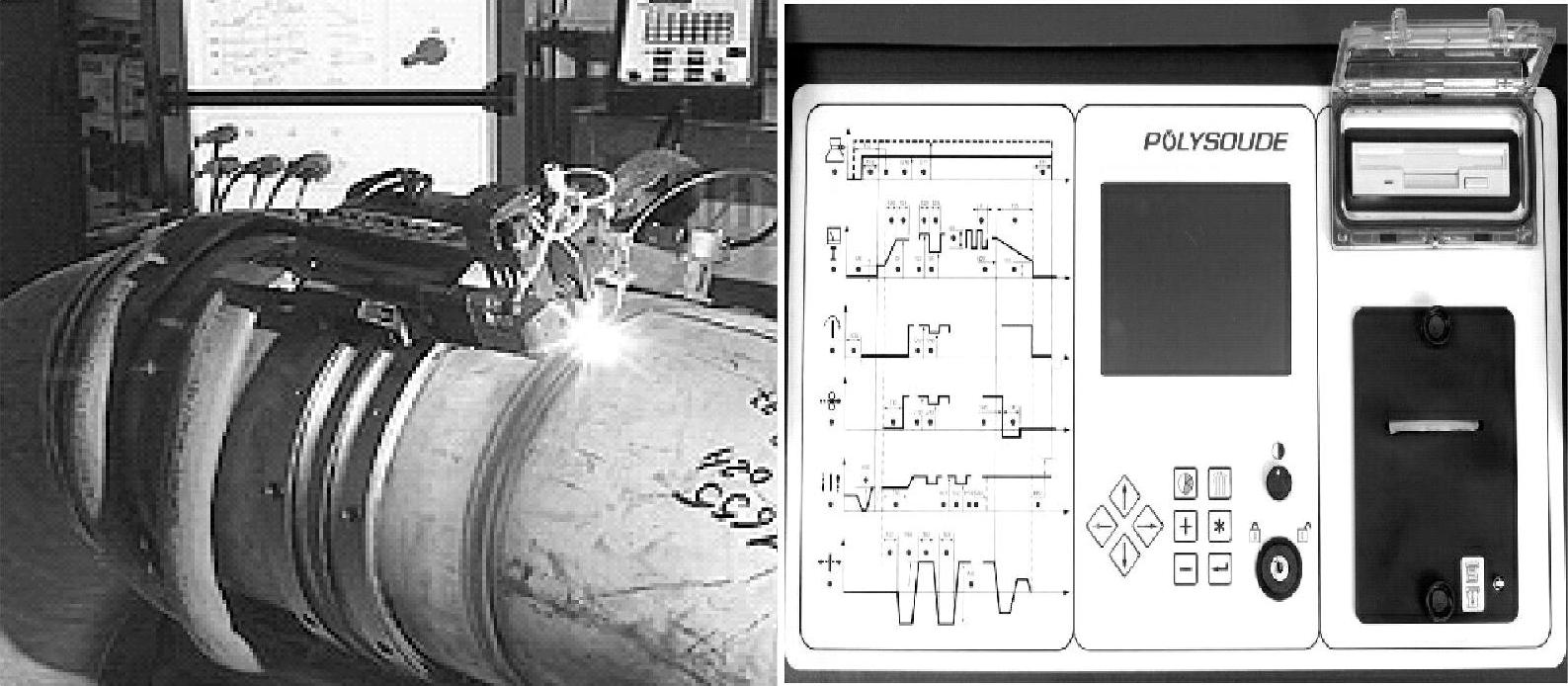
图3-51 TIG填丝焊工艺全位置焊管(POLYSOUDE)
从数字式电源的控制面板上可看出,对焊接电流的脉冲程序控制,焊机给出了图解形式的提示:可直流控制、有起步电流上升(“UP”)、收弧下降(“DOWN”)功能的直流焊接电流脉冲控制和交流焊接电流脉冲控制等。
图3-52所示为MAGNATECH公司研制开发的气电焊全位置焊管机与配用的数字式电源(PM-400/GM400),该类型的焊管机使用药芯焊丝。
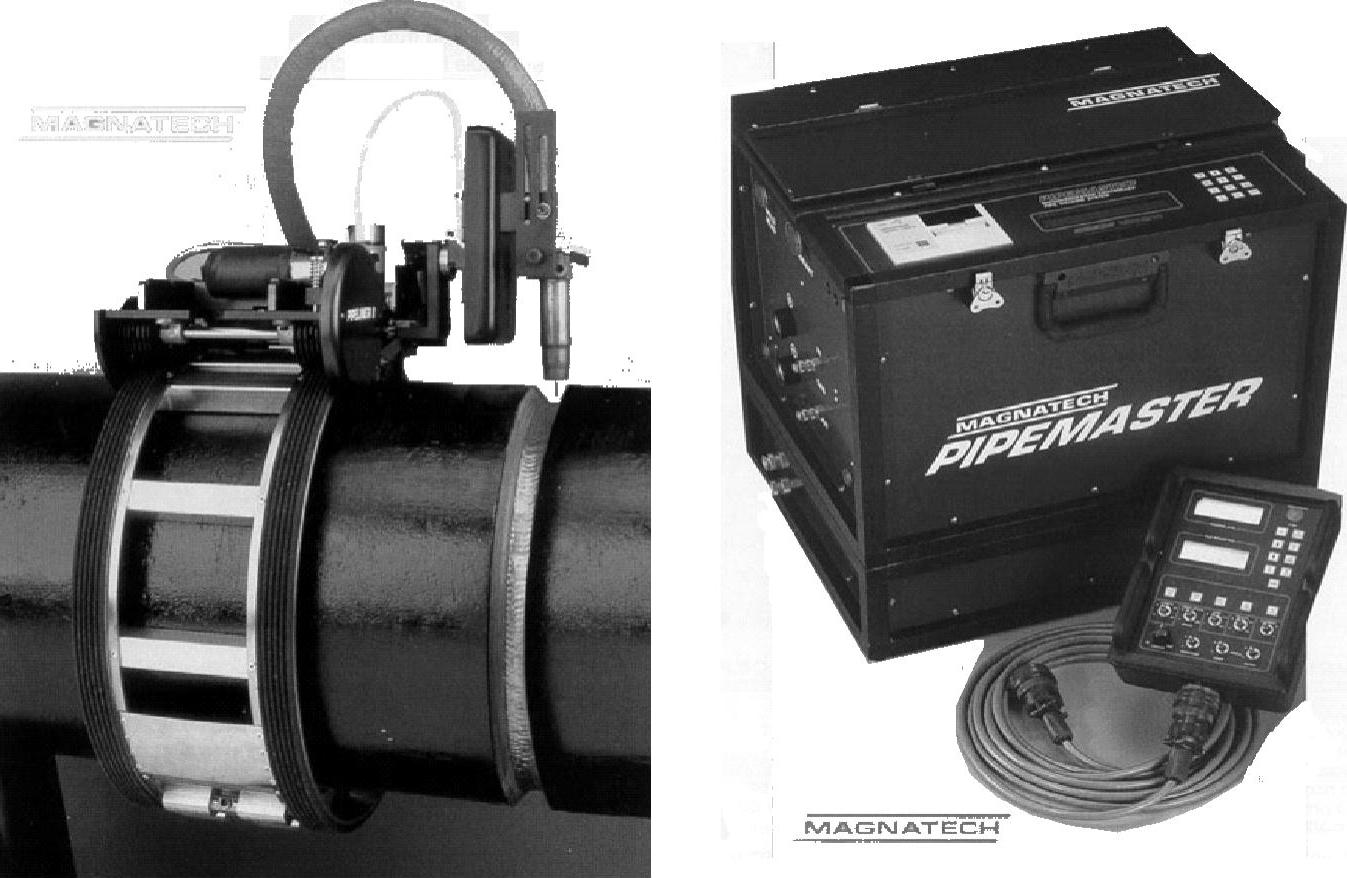
图3-52 药芯焊丝全位置焊管机与配用电源(MAGNATECH)
3.数字电源容易实现网络化
由于数字式弧焊电源的电路结构中,一般都设有与上位(计算)机的接口电路(图3-53),使多台数字式弧焊电源彼此之间可以形成局部网络(图3-54),从而方便彼此之间的焊接信息交换和管理。
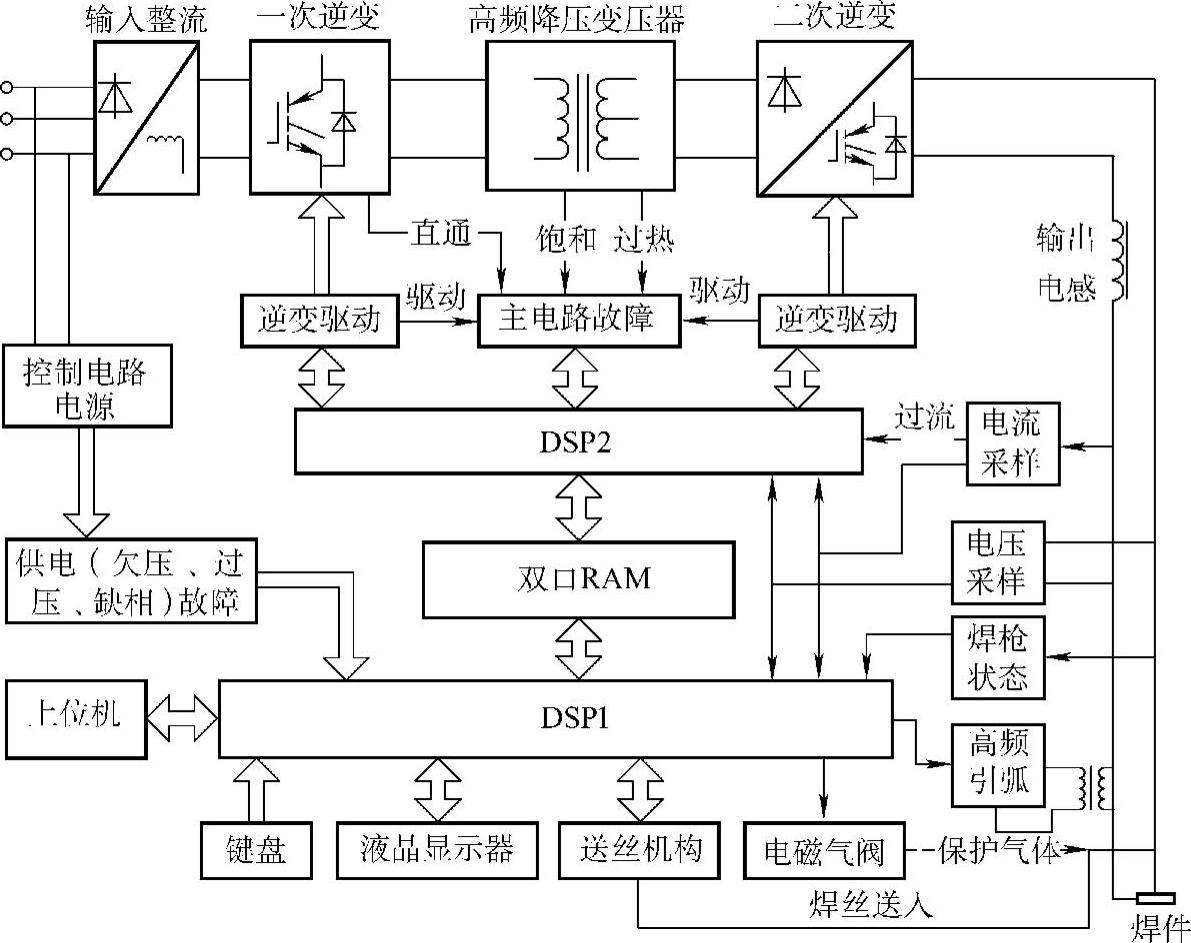
图3-53 数字焊机的一般结构框图
数字式弧焊电源可方便地与焊接机器人接口(图3-55),这样一来,就大大方便了使用焊接机器人组成各种焊接自动化系统,节省设计时间。
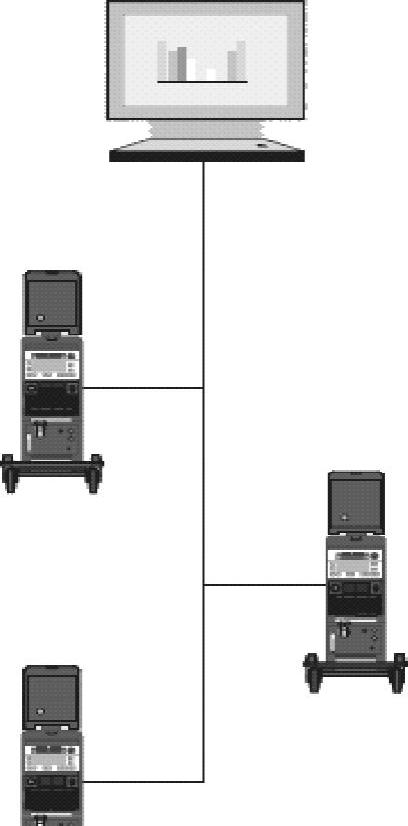
图3-54 数字焊可方便地与上位控制计算机连接成局部网络
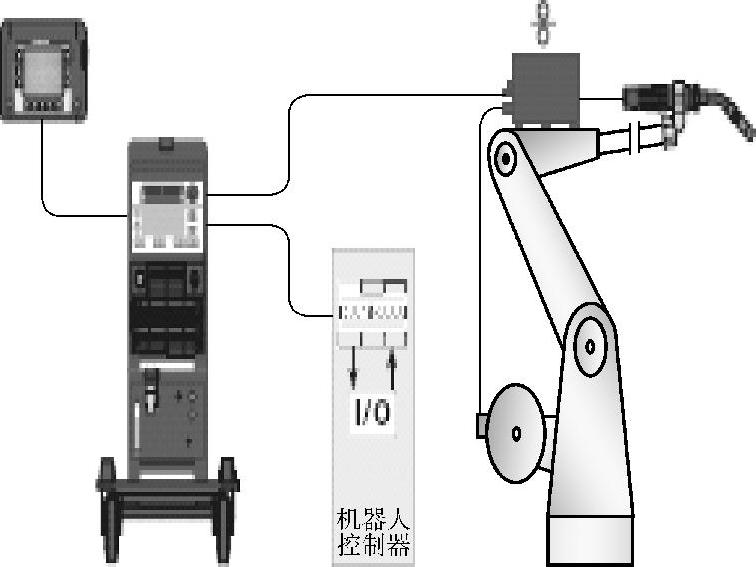
图3-55 数字焊机可方便地与焊接机器人接口