要点134 了解激光焊接的优点
1)激光束功率密度高,焊缝熔深大(图6-4、图6-5、图6-6),速度快,效率高。
从图6-4~图6-6中还可看出:激光焊缝组织均匀、晶粒很小、气孔少、夹杂缺陷少,在力学性能、耐蚀性能和电磁学性能上优于常规焊接方法。
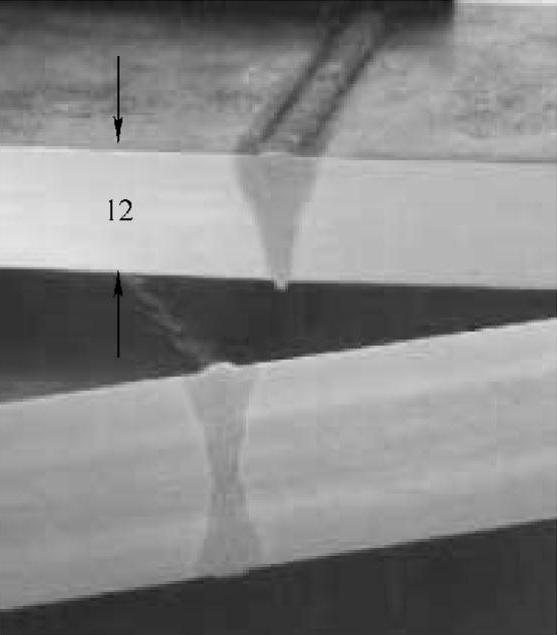
图6-3 激光深熔焊焊缝
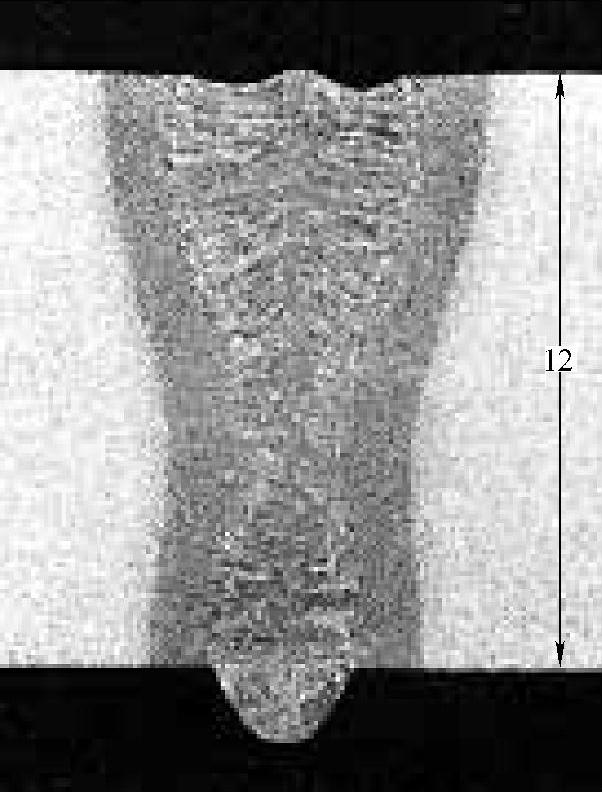
图6-4 激光深熔焊焊缝之一
激光器:9kW Nd∶YAG材料:C-Mn合金钢
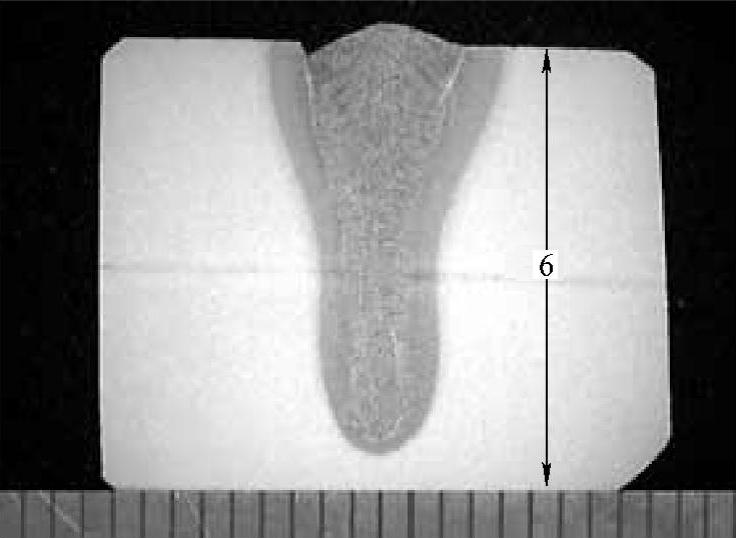
图6-5 激光深熔焊焊缝之二
激光器:7kW Nd∶YAG材料:Ti合金钢
2)激光焊缝窄,热影响区小,焊件变形很小,可实现精密焊接(图6-7、图6-8);激光焊接具有熔池净化效应,能纯净焊缝金属,适用于相同或不同材质、厚度的金属间的焊接,对高熔点、高反射率、高导热率和物理特性相差很大的金属焊接特别有利。
激光束可以被聚得很细,光斑能量密度很高,几乎可以汽化所有的材料,有广泛的适用性。
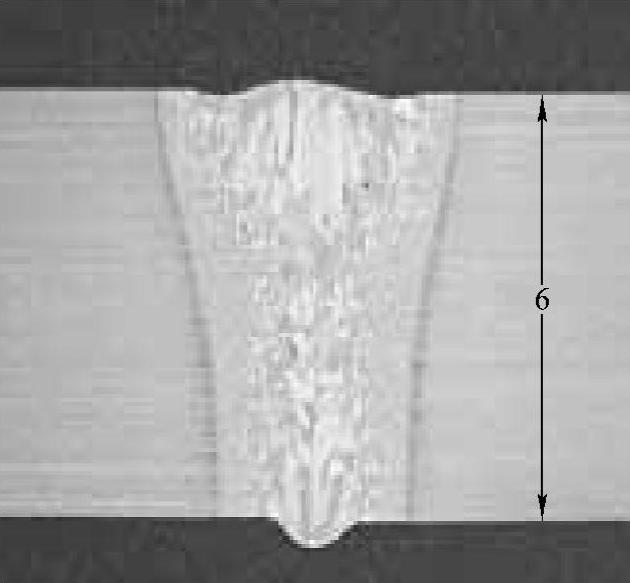
图6-6 Ti合金板Nd∶YAG焊
3)激光功率易控,实现自动化方便,特别是有的激光器,可利用光纤传导激光,因此可方便地安装于工业机器人的手上,构成激光焊接、切割类型的机器人;国外光纤传导的大功率Nd∶YAG激光器的功率已达3000W的水平,并应用于汽车车身部件的机器人焊接与切割(见图6-9、图6-10)。

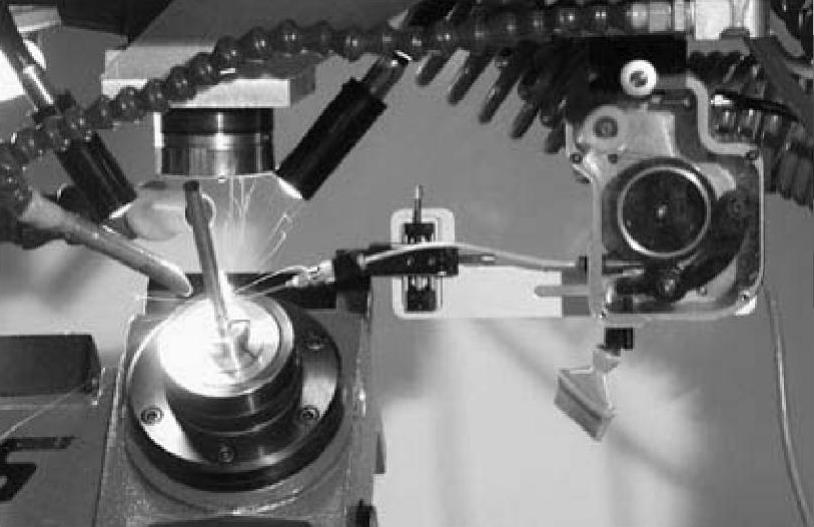
图6-7 精密激光焊接与监测系统
 (https://www.daowen.com)
(https://www.daowen.com)
图6-8 不锈钢焊件激光精密焊接

图6-9 光纤传导的激光加工机器人(MOTOMAN)
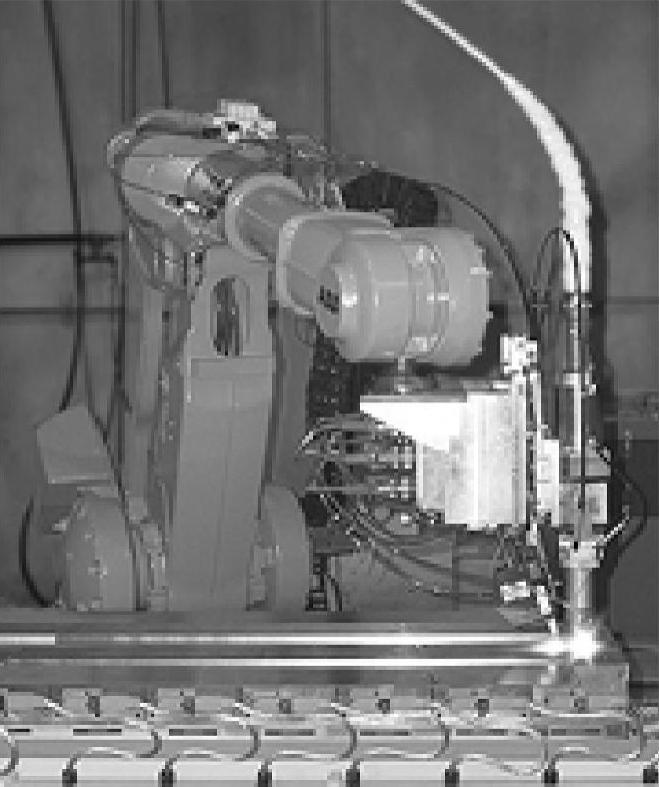
图6-10 光纤传导的激光焊接机器人(ABB)
但光纤只能对YAG、Nd∶YAG固体激光器(波长都是1.06μm)和某些半导体激光器的激光束进行传导。
4)在机械零部件制造业中,有大量的或结构复杂,或同一焊件所用材料不同,或对不同部位有不同的力学性能要求的焊件,如用传统的热加工(铸、锻)工艺方法制造,将是十分困难的。但使用激光拼装焊接后,可充分发挥包括冷加工在内的所有工艺制造方法各自的优势。例如图6-11所示中的焊件,凡是易磨损部分用耐磨钢种而承载部分用强度高、韧性好的钢种。分别加工后,再用激光拼焊成不用后续加工的整件;图6-12所示为不同材料节的轴类焊件环缝激光焊。

图6-11 激光焊接拼装的复杂焊件

图6-12 不同材料节的轴类焊件环缝激光焊
5)激光可与电弧复合组成加工系统(图6-13)。激光-电弧复合主要是激光与钨极氩弧(TIG)、等离子弧(Plasma)以及MAG(Metal Active Gas)等电弧焊复合。通过激光与电弧的相互影响,可克服每一种方法自身的不足,进而产生良好的复合效应。
Laser-TIG复合可显著增加焊速,约为TIG焊接时的2倍;钨极烧损也大大减小,寿命增加;坡口夹角亦减小,焊缝面积与激光焊时相近。
MAG焊成本低,使用填丝,适用性强,缺点是熔深浅、焊速低、焊件受热大。激光焊可形成深而窄的焊缝,焊速高、热输入低,但投资高,对焊件制备精度要求高,对铝等材料的适应性差。Laser-MAG的复合效应表现在:电弧增加了对间隙的桥接性(Ability of gapbridging)(图6-14),其原因有二:一是可填充焊丝,二是电弧加热范围较宽;电弧功率决定焊缝顶部宽度。
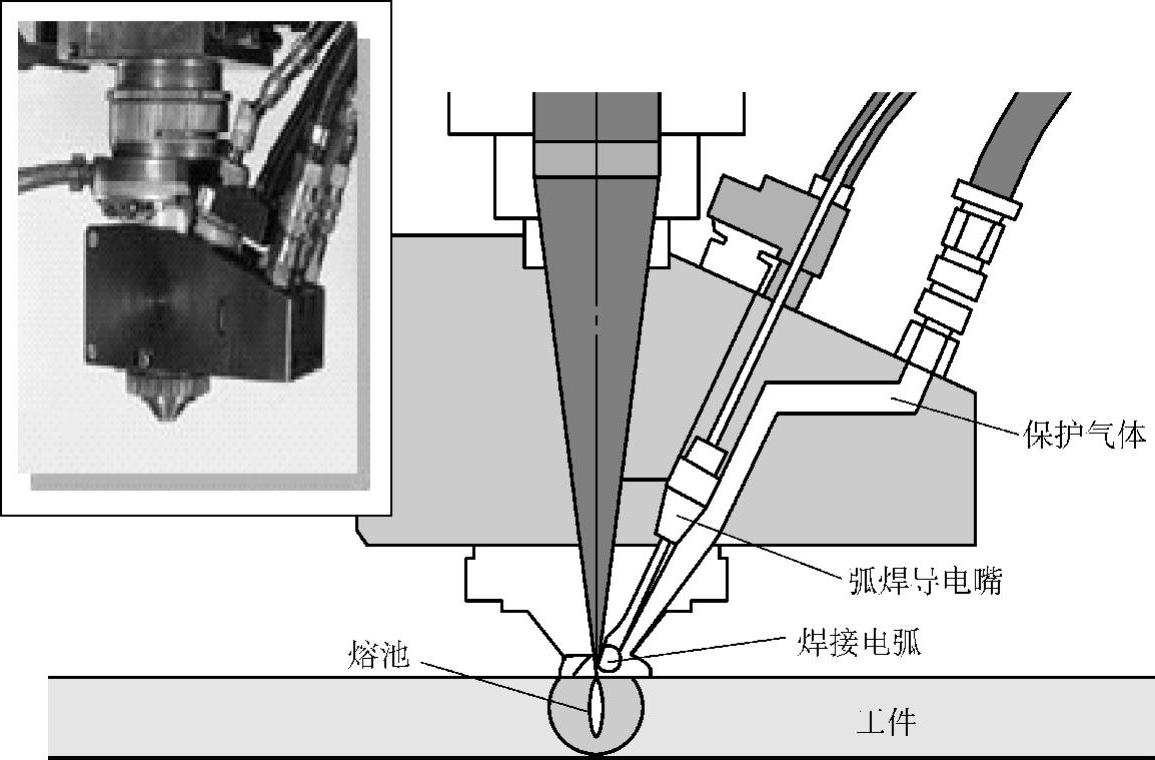
图6-13 激光-MAG复合焊接工艺示意图
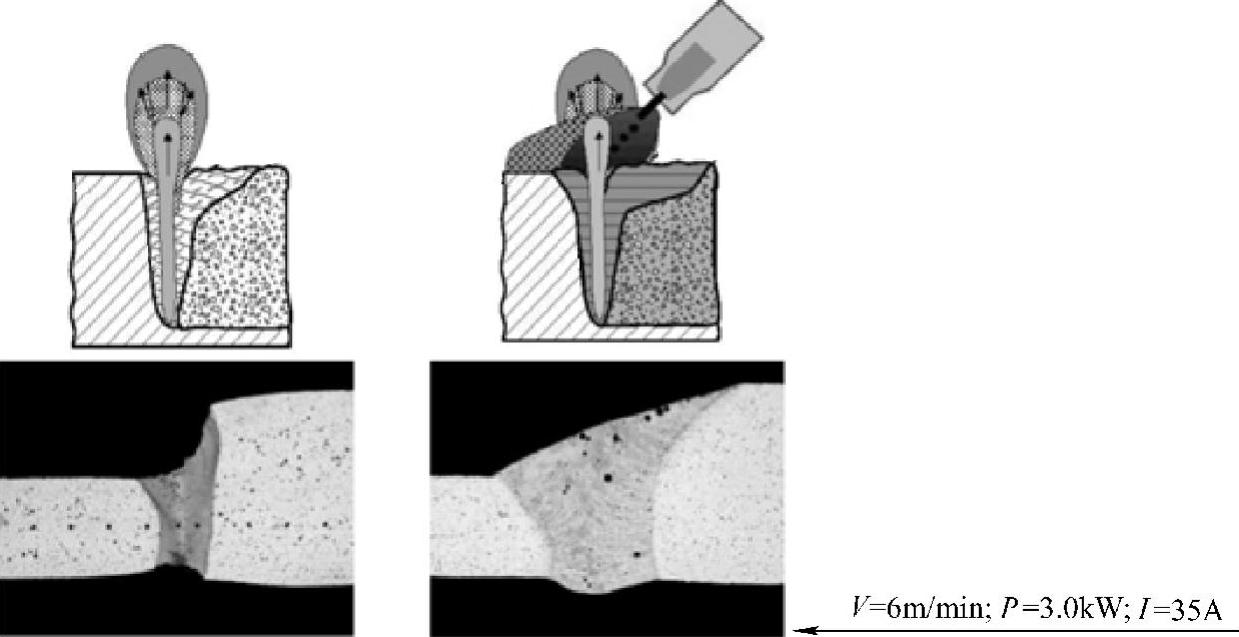
图6-14 激光-电弧复合(Laser Arc Hybrid)加工的桥接性