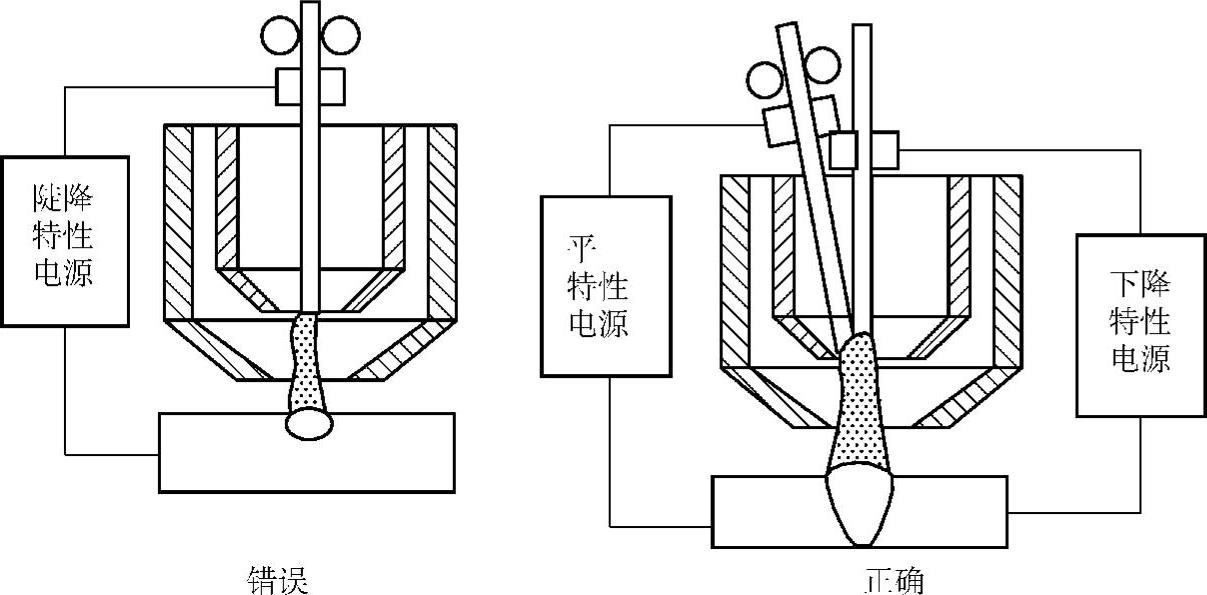
为了提高熔化极等离子弧的工作稳定性,在熔化极之外必须保留非熔化极,如图5-25所示。其中非熔化极采用下降特性电源,熔化极选用平特性电源。通过焊丝的电流决定着熔滴过渡的形式,当电流小于临界电流时为大滴过渡,大于临界电流时成旋转射流过渡。前者适用于厚板深熔焊接或薄板高速焊接,后者适用于堆焊。(https://www.daowen.com)
图5-25 熔化极等离子弧焊的结构示意图