要点82 自动气体保护焊装备选用要点
采用气体保护焊(主要是指使用CO2气体保护)工艺方法的自动气体保护焊装备主要包括:自动气体保护焊向上立焊焊机(图3-63)、自动气体保护焊横向焊焊机(图3-64)和自动气体保护焊角焊缝焊焊机(图3-65)。这些自动气体保护焊焊机设备的主要特征是将通用型的气体保护焊焊机的焊枪装载到可沿轨道或爬升或横向移动的行走小车上,以便形成沿焊缝方向的焊接速度伺服动作。
近年来,在大型钢结构(诸如船舶结构、石油化工结构)的焊接中,国外采用自动气体保护焊焊机设备的场合越来越多,其主要原因是:自动气体保护焊焊机的焊接质量不依赖焊工的操作经验和水平,并且焊接质量稳定可靠,这点对焊接质量要求越来越高的大型钢结构是焊接方法与装备选择的先决条件。
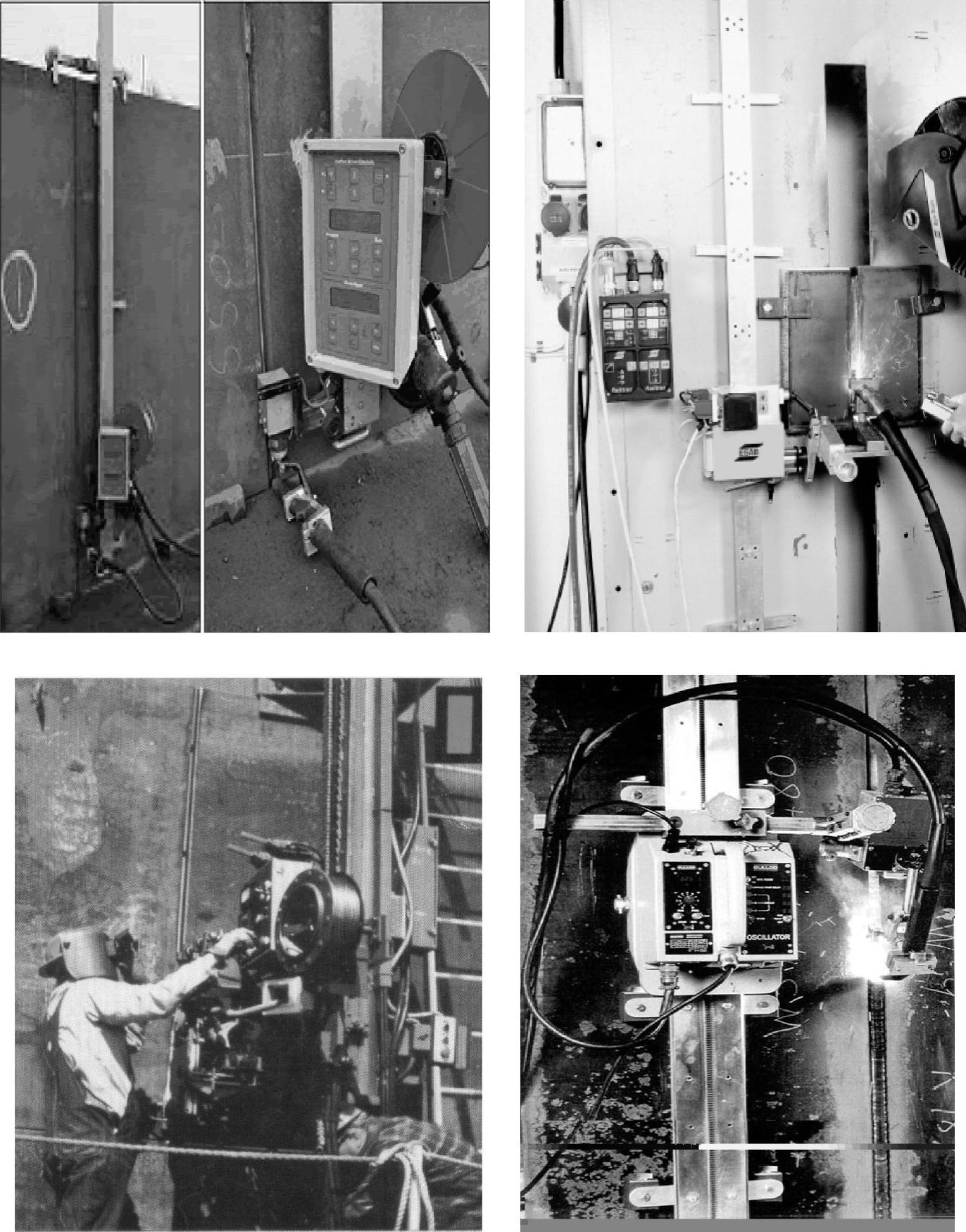
图3-63 自动CO2气体保护向上立焊焊机
1)选择气体保护焊装备时,最重要的是注意焊头结构(图3-66)能否提供多种摆动轨迹的形式和稳定可靠的坡口跟踪。
因为对厚板的自动CO2横向焊,焊缝是由多道焊完成的,而每道焊道焊接时,对焊枪的摆动轨迹的形式要求不同,如果焊机能提供较多的摆动轨迹形式,那么现场实际调节就很方便。
2)自动焊小车的行走轨道的安装与拆卸都要求方便灵活,同时,轨道的刚性要好。这是因有些简易型的自动CO2横向焊系统中,并未包括焊缝自动跟踪系统,这时焊缝跟踪的精度就全靠轨道的精度保证。(https://www.daowen.com)
3)自动焊接时熔池金属受重力作用下淌,在焊道上方易产生咬肉,焊道下方易形成焊瘤等缺陷。为此在焊接工艺上应限制每道焊缝的熔敷金属量,采取低电压、小电流的短路过渡,此外就是选用药芯焊丝。国外以形成配合自动气体保护焊的药芯焊丝系列,这也是保证自动气体保护焊推广应用的重要条件之一。
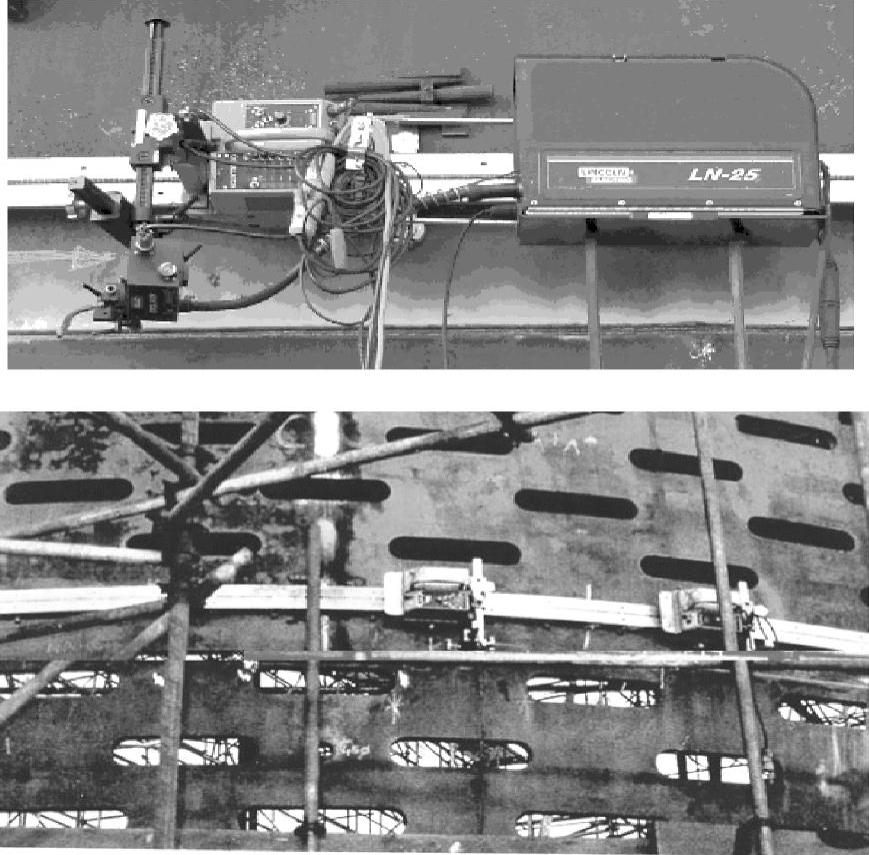
图3-64 自动CO2气体保护焊横焊机
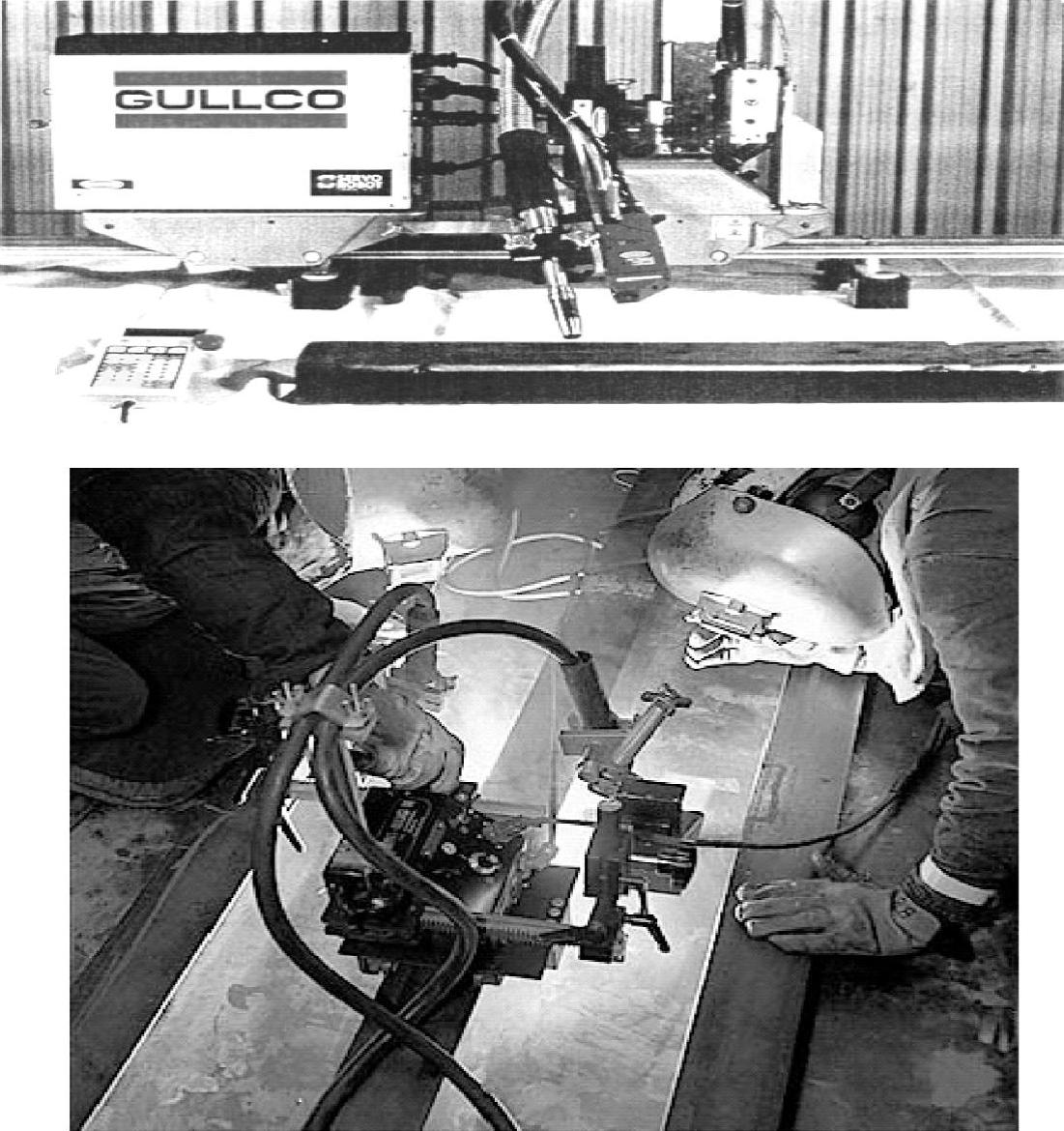
图3-65 船体零部件的自动CO2船形缝焊机
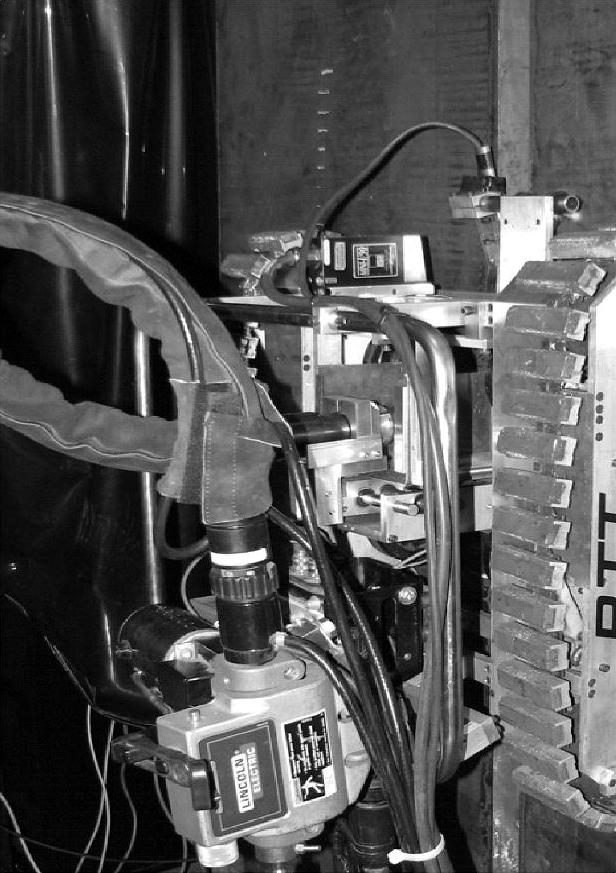
图3-66 自动气体保护焊向上立焊焊机的焊头摆动机构和坡口跟踪机构