要点84 在一般焊接中应避免使用直流电源反接焊法
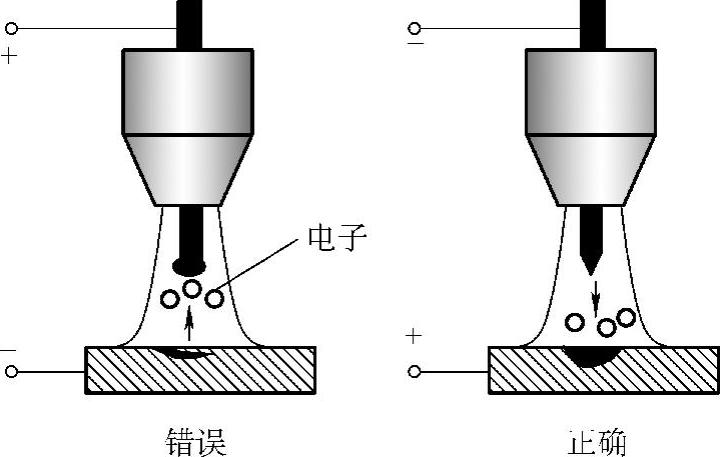
直流电源钨极氩弧焊时,阳极的发热量远大于阴极。所以用直流电源正接(焊件接正)焊接时(图4-6),钨极因发热量小不易过热,同样大小直径的钨极可以采用较大电流。此时,焊件发热量大,熔深也大,生产效率高;钨极热电子发射能力比焊件强,使电弧稳定而集中。因此大多数金属(除铝、镁及其合金外)宜采用直流电源正接焊接。直流电源反接焊接时,情况与上述相反,一般不推荐使用。

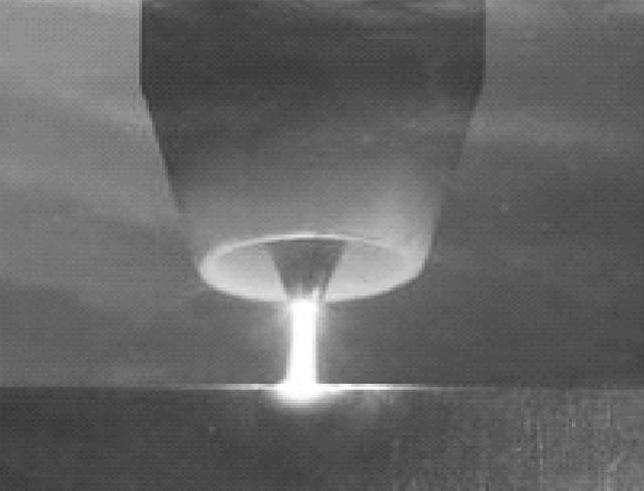
图4-3 钨极氩弧的“挺度”
(https://www.daowen.com)
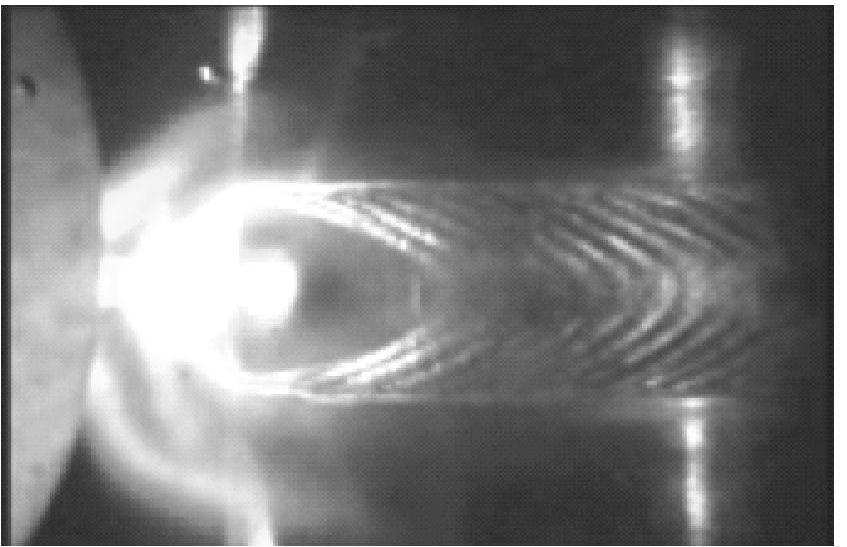
图4-4 TIG填丝自动焊管的焊缝成形
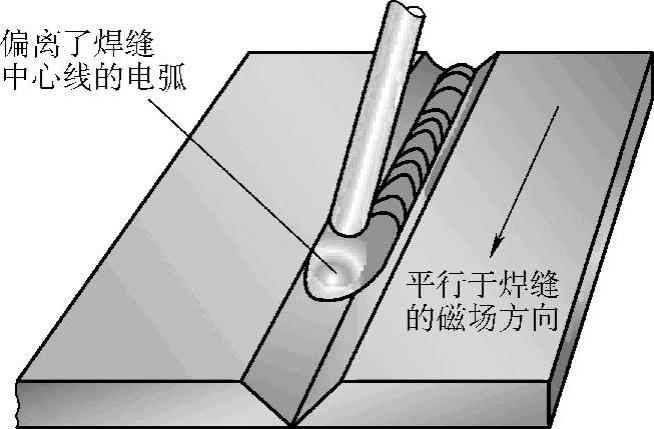
图4-5 焊接电弧的“磁偏吹”现象
图4-6 碳钢钨极氩弧焊适用的直流电源极性
 (https://www.daowen.com)
(https://www.daowen.com)