要点207 窄边搭接缝焊搭接量不宜过大
为了获得焊后平整的缝焊表面,可将接头端面稍微搭接一点,在焊接同时压平接头(图9-14)。这种焊缝不允许金属堆积,因此搭接量不宜过大。通常搭接量为1.25~1.5δ,而δ<1.2mm。

图9-13 厚板缝焊垫箔方法(https://www.daowen.com)
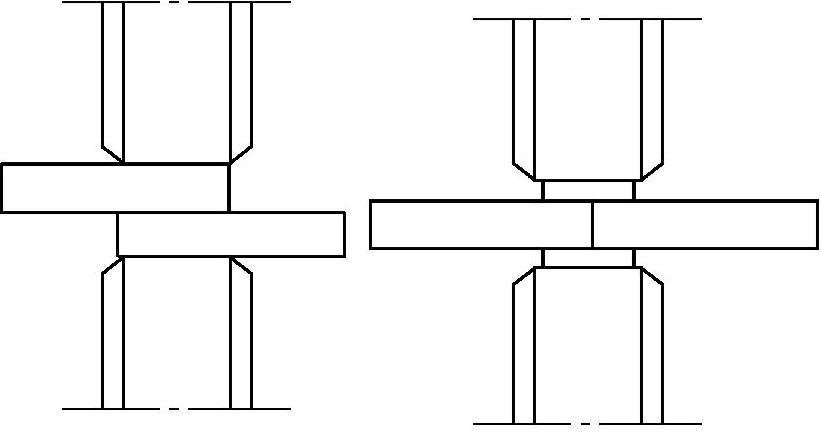
图9-14 窄边搭接缝焊的搭接量
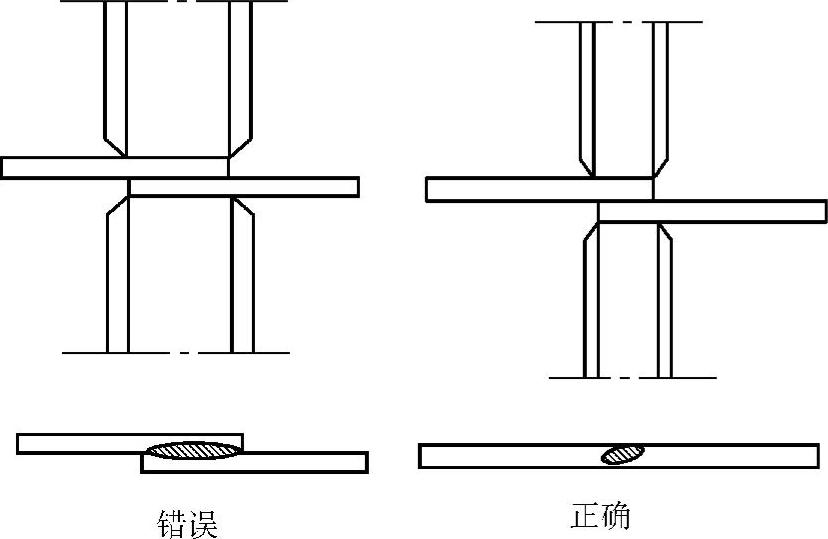
但窄边搭接缝可能出现的问题之一是,在焊接加压时,焊件易产生滑动或被挤出滚轮界外。若将焊件加工成斜面或预加工成阶梯形式(图9-15),使搭接变成搭对接形式,可避免焊件在加压时滑动,并保证双面光滑。