要点78 注意考查气体保护焊焊机的电弧引弧成功率
2026年01月15日
要点78 注意考查气体保护焊焊机的电弧引弧成功率
焊接电弧的引弧成功率就是电弧焊开始时,有效引发电弧次数的几率。无论对半自动CO2电弧焊、还是使用熔化极电弧焊枪的自动CO2焊,都要求焊接电弧有100%的引弧成功率。这是因为在实际焊接生产线上工作时,如果哪次引弧不成功,一般就会出现如图3-58所示的情况。即进入焊接程序后,焊丝向下送进,但电弧并没有“引燃”,因此焊丝会送出一段(虽然一般焊接控制系统都设计有电弧状态检测环节)。这送出一段的焊丝,必须处理掉,才能重新开始引弧程序。
显然,引弧成功低会带来很多麻烦,特别是对自动CO2气体保护焊。
为解决CO2电弧焊引弧成功率,现代的CO2弧焊电源中,有采用所谓“去(焊丝端部)小球”(BIT)电路的设计。该设计思路的出发点是:当一次CO2弧焊结束时,发现焊丝端部的形状可能出现图3-59所示的两种状态。
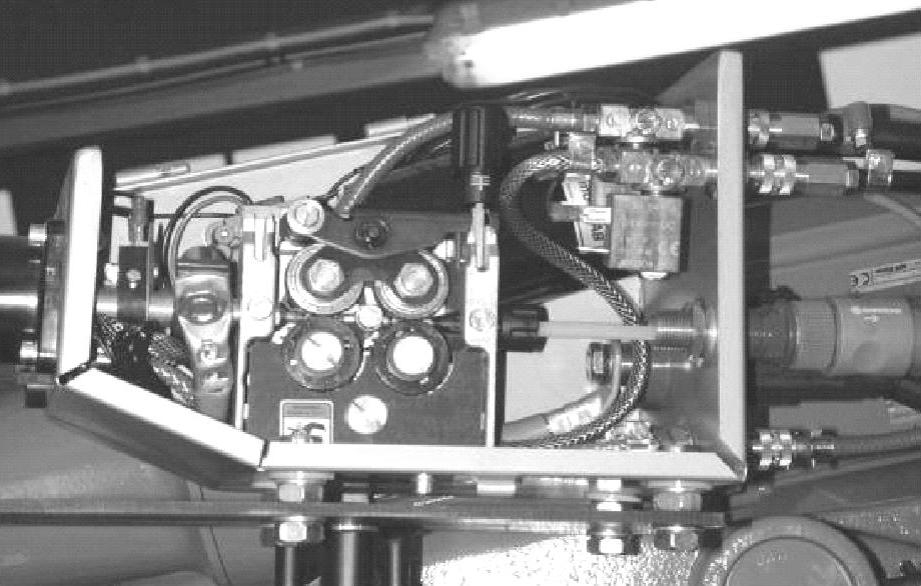
图3-57 一种双主驱动轮送丝机构(https://www.daowen.com)
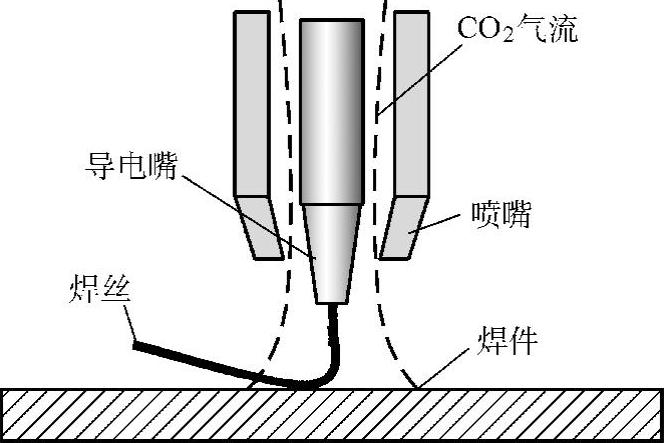
图3-58 CO2弧焊一次失败的引弧
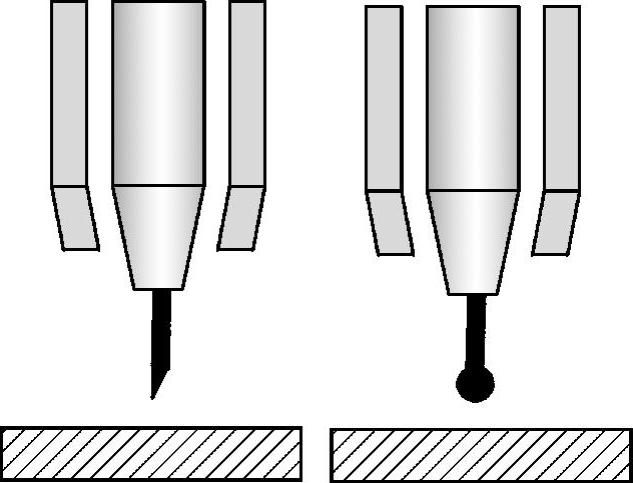
图3-59 一次CO2弧焊结束时,焊丝端部形态
当再次焊接时,有尖的焊丝端部很容易引弧;而焊丝端部一出现(熔滴凝固而形成)小球,再次引弧就困难。上述现象的产生,使人想起“尖端放电”的物理原理。